本篇目录:
常减压工艺流程
原油的三种常见减压工艺流程是石油加热蒸馏法、自然沸腾减压法和分子筛法。在这三种流程中,石油加热蒸馏法是最简单的。这种流程通常用于减压海洋油田的原油,并在海上进行。
塔是整个装置的工艺过程的核心,原油在分馏塔中通过传质传热实现分馏作用,最终将原油分离成不同组分的产品。
-图1")
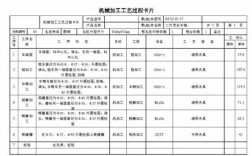
石油炼化常用的工艺流程为常减压蒸馏、催化裂化、延迟焦化、加氢裂化、溶剂脱沥青、加氢精制、催化重整。 常减压蒸馏 原料:原油等。 产品:石脑油、粗柴油(瓦斯油)、渣油、沥青、减一线。
减压蒸馏 常压塔底重油用泵送入减压加热炉,加热到390-400℃进入减压分馏塔。
常减压蒸馏装置自动化解决方案工艺流程简介 常减压装置是炼油企业的基本装置,是原油加工的第一道工序,在炼油中起着非常重要的作用。
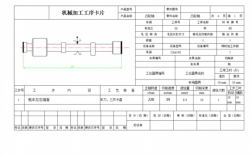
塔顶?那个塔啊?常压塔顶流程,从塔顶抽出经过三注后是冷凝设备,然后是回流产品罐,从罐里抽出之后粉两路,一路打回流,一路出装置。三注是在塔顶刚抽出的部位注入。
-图2")
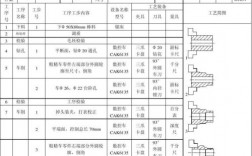
汽车零部件生产工艺流程
1、首先是市场调研阶段。这个是至关重要的一步,因为造车随随便便都得上亿元的投入,如果不进行市场调研,造出来的车不被市场欢迎那可就惨了。第二是概念设计。
2、冲压工艺。生产出各种车身冲压零部件,首先要把整卷钢板开卷后裁剪成大小不等的几块,分类整理,以便有各自不同的用处。大小不等的钢材,要经过一道切边工序。然后分配到各个冲压机上,进行下一步工序。
3、车身零件制造过程可行性分析(模具开发和工程开发部)模 开发人员收到车身工艺数值模型后,分析各部分的工艺可行性。原则上要求模具厂对所有新开发的零件进行CAE分析(即零件成形性的模拟分析)。
4、因此,汽车零部件的加工技术包括铸造、锻造、冲压、焊接、粉末冶金、塑料成型等。铸造是汽车制造过程中最常用的毛坯生产方法。约占汽车总重量10%的零部件是通过铸造获得的。
-图3")
5、需要注意的是,重型汽车制造与轿车生产相比,需要更多的特殊工艺和过程,以满足车辆的性能和可靠性要求。
塑料油箱是怎么加工的?
三工位机有预制型坯、吹胀和脱模三个工位,每工位相隔120°。四工位机则多一预成型工位,每工位相隔90°。此外,还有工位间相隔180°的双工位注射吹塑机。注射吹塑机生产的塑料容器尺寸精确,无需二次加工,但模具费用较高。
哈哈, 这个我做了可行性分析的, 总共达70多页,一般采用挤出吹塑成型而成,如果是单层还好点,采用吹塑,但是其抗漏及抗排性能不好,达不到EROU III以上的标准的。
油箱一般由树脂制成。现在广泛使用的工程塑料一般是树脂塑料,熔点一般在100摄氏度以上,而广泛使用的金属材料主要是延展性和成本平衡的钢,熔点在1000摄氏度以上。从熔点来看,金属材质更好。
塑料油箱的材质是合成树脂。早期的汽车油箱都是忒皮油箱,但是比较重也不耐腐蚀,接缝处还容易出现铁渣堵塞油路,但是有点就是抗挤压性比较好。
塑料油箱的焊接方法,塑料油箱不知道你用的是哪一种材料是PPS的吗?如果PPS的话,推荐使用振动焊接或者是超声波焊接。
常见的金属加工油注油方式有哪些?
切削油分矿物油切削油(或复合油)、极压切削油、活性切削油三种,矿物油中加入一定比例的动、植物油(5%~10%)便是复合油,适用于轻负荷的切削加工。
常用的油杯有以下几种:1.针阀式注油杯这种注油杯的滴油量受针阀的控制,油杯中油位的高低可直接影响通过针阀环形间隙的滴油量。
金属加工油的分类及主要用途切削油液主要用于机床进行车削、铣削、磨削、钻削等加工,分为切削油和水基切削液两种类型产品,水基切削液需要稀释使用。
正确注油方法:油表加油方法,油枕加油前必须把油表油加好。打开油枕排气塞、油表呼吸塞及压油袋外壳法兰盘。
到此,以上就是小编对于油箱加工设备的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏