本篇目录:
- 1、常见的有哪些锻造工艺?
- 2、铸造工艺流程
- 3、齿轮坯自由锻造工艺流程
常见的有哪些锻造工艺?
常见的锻造方法有两种:模锻:在专用模锻设备上利用模具使毛坯成型而获得锻件的锻造方法。此方法生产的锻件尺寸精确,加工余量较小,结构也比较复杂生产率高。
加热:加热是自由锻造的第一步,要求能够让金属材料均匀、充分地受热,达到锻造所需要的塑性变形温度,以使其易于变形,并减少材料中的缺陷。
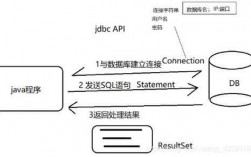
-图1")
铸造,是最原始也是最现代化的工艺,通过熔化的金属液,浇注到模型中形成一定形状、尺寸、性能的铸件方法。包括砂型铸造、消失模铸造、金属模铸造、石蜡铸造和压力铸造、离心铸造等等具体工艺方法。
电动螺旋压力机 锻造按成形方式通常分为自由锻造、胎膜锻和模锻。每种锻造方法有它的特点和适用范围,在选择锻造方法的时候,必须从锻造产品零件的要求,采用合理的方法,选择合适的压力机。
金属型铸造又称硬模铸造,它是将液体金属浇入金属铸型,以获得铸件的一种铸造方法。铸型是用金属制成,可以反复使用多次。压铸是一种金属铸造工艺,其特点是利用模具腔对融化的金属施加高压。
通常情况下来说,常用的铸造工艺一般有锻铸,压铸等等,不同的铸造工艺所制造出来的产品使用范围和使用的特性上,都是有所不一样的,所以必须要根据实际情况合理的选择工艺,才会达到更理想的效果。
-图2")
铸造工艺流程
1、混砂阶段:制备型砂和芯砂,供造型所用,一般使用混砂机放入旧图和适量黏土就行搅拌。制模阶段:根据零件图纸制作模具和芯盒,一般单件可以用木模、批量生产可制作塑料模具或金属模,大批量铸件可以制作型板。
2、那重力铸造中的砂铸来讲,铸造工艺流程1配炉料熔炼孕育浇注 2造型砂型砂芯合型 浇注落砂清理热处理可选抛丸防锈入库。
3、熔模铸造的工艺过程:1)模组的除油和脱脂 在采用蜡基模料制熔模时,为了提高涂料润湿模组表面的能力,需将模组表面的油污去除掉。
齿轮坯自由锻造工艺流程
齿轮加工工艺流程 锻造制坯 热模锻仍然是汽车齿轮件广泛使用的毛坯锻造工艺。近年来,楔横轧技术在轴类加工上得到了 大范围推广。
-图3")
【拔长】也称延伸,它是使坯料横断面积减小、长度增加的锻造工序。拔长常用于锻造杆、轴类零件。【镦粗】是使毛坯高度减小,横断面积增大的锻造工序。 镦粗工序主要用于锻造齿轮坯、圆饼类锻件。
工艺规程的制定绘制锻件图根据零件图的基本图样,结合自由锻工艺特点考虑余块、锻件余量和锻造公差等因素绘制锻件图。
在中间扰乱这种方法用于锻造中间截面大,两端截面小的锻件,如两侧有凸台的齿轮毛坯。镦粗坯料之前,必须先将坯料两端削尖,然后将坯料直立在两个漏锤盘之间,以镦粗坯料的中间部分。
一般大致过程如下:制齿坯--可根据要求不同采用铸、锻方法制齿坯,也可用圆棒直接下料制作。热处理--去除毛坯内应力。齿坯车加工,可分为粗、精等加工。滚齿或插齿加工。
到此,以上就是小编对于锻造工艺主要有几个步骤的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏