本篇目录:
- 1、90度pvc注塑成型工艺参数
- 2、注塑模具成型的工艺参数具体有哪些作用
- 3、注射成型工艺的工艺参数及相互影响
- 4、如何调注塑机工艺参数?
- 5、pp塑料的注射成型工艺参数,急需
- 6、影响注塑成型的主要参数有哪些
90度pvc注塑成型工艺参数
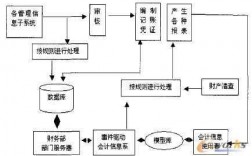
1、序编制出产品的工艺规程来指导生产。图3-1 编制注塑成型工艺的一般步骤 2.工艺文件编制各步骤的工作内容 (1)收集材料性能参数的途径,主要有材质证明、进厂样条 测试的工艺参数、材料性能手册等。
2、PVC (聚氯乙烯) 典型应用范围: 供水管道,家用管道,房屋墙板,商用机器壳体,电子产品包装,医疗器械,食品包装等。 注塑模工艺条件: 干燥处理:通常不需要干燥处理。
-图1")
3、螺杆转速影响注塑物料在螺杆中运送和塑化的热历程和剪却效应,因此它是影响塑化能力、塑化质量和成形周期的重要参数。螺杆转速提高,塑化能力加强。
4、线性低密度PE(LLDPE),密度0.925克/立方厘米,熔点120~125摄氏度;高压低密度PE(HP-LDPE), 密度0.918克/立方厘米,熔点105~115摄氏度.聚氯乙稀(PVC)应用:保鲜膜、塑料鞋及革制品、薄膜、电缆、塑料袋。
注塑模具成型的工艺参数具体有哪些作用
对于结晶形塑料,由于较高温度有利于结晶,所以升高模具温度能提高制品的密度或结构晶度。在较高的模温下制品中聚合物大分子松弛过程较快,分子取向作用和内应力都会降低。
注射压力在注塑成型中所起的作用是,克服塑料从料筒流向型腔的流动阻力,给予熔料充模的速率以及对熔料进行压实。 (三)、时间成型周期控制 完成一次注射模塑过程所需的时间称成型周期,也称模塑周期。
-图2")
尽管注塑时间很短,对于成型周期的影响也很小,但是注塑时间的调整对于浇口、流道和型腔的压力控制有着很大作用。合理的注塑时间有助于熔体理想填充,而且对于提高制品的表面质量以及减小尺寸公差有着非常重要的意义。
有利于缩短冷却时间,而提高生产效率。在注射较大、结构复杂、薄壁的制件时, 应考虑专门对模具加热。为了缩短生产周期,维持模具温度的相对稳定, 在制件取出后, 可采用冷水浴、热水浴或其他机械定型法来补偿模腔内的冷却时间。
/6 注塑速度(进料速度)过小,会导致塑料在模腔内的温度呈现阶梯式,冷却不匀,塑料产品变脆,塑性强度变小,对于压扁、爆破、打压试验都有很大的不利影响。
注射成型工艺的工艺参数及相互影响
模具温度:模具温度对制品的内在性能和表观质量影响很大。模具温度的高低决定于塑料结晶性的有无、制品的尺寸与结构、性能要求,以及其它工艺条件(熔料温度、注射速度及注射压力、模塑周期等)。
-图3")
注射成型工艺的主要工艺条件 温度的影响 料温 塑料的加工温度是由注射机料筒来控制的。模具温度 在注射成型过程中模具温度是由冷却介质(一般为水)控制的,它决定了塑料熔体的冷却速度。
在注射成型中,熔体在模具内流动时,模壁会形成固化层,因而降低了可流动通道的厚度,一般根据模具结构和注射速度不同,模壁会有0.2mm左右的固化层。因此成型中通常采用较快的注射速度。
在合理控制型腔填充条件下,相关工艺参数的调整会引起其他参数的相应变化,才能使得最终的工艺平衡。温度升高时,有利于物料的流动,一般需要降低压力和速度。反之温度降低时需加大压力速度。
温度太低,熔料塑化不良,影响成型件的质量,增加工艺难度;温度太高,原料容易分解。4.保压压力与时间保压过程中注塑机的喷嘴不断向注塑模具型腔补料,以填充由于制件收缩而空出的容积。
测试的工艺参数、材料性能手册等。进厂性能测试可以根据需要 对熔融指数、拉伸强度、冲击强度、硬度、阻燃性、杂质等指标 选择进行。(2)初步设定成型参数,可以对照塑料注塑成型工艺卡进行,塑料成型工艺卡可以包括以下内容。
如何调注塑机工艺参数?
1、注塑机调机调试工艺一般分三个步骤:参数设定前需确认及预备设定参数⑴确认材料干燥、模温及加热筒温度是否被正确设定并达到可加工状态。⑵检查开闭模及顶出的动作和距离设定。⑶射出压力(P1)设定在最大值的60%。
2、注塑机的注射压力由比例调压阀进行调节,在调定压力的情况下,通过高压和低压油路的转换,控制前后期注射压力的高低。 普通中型以上的注塑机设置有三种压力选择,即高压、低压和先高压后低压。高压注射是由注射油缸通入高压压力油来实现。
3、海天电动注塑机的润滑参数包括油温、加注量大小和时间等,需要根据实际操作情况来进行调整和修改。具体步骤如下: 进入润滑系统设置界面,通常情况下在操作面板上有相应的键或按钮可供选择。
4、个人总结在注塑机上主要设定五个方面成型工艺参数,它们分别是:温控参数:料筒与喷嘴温度、模具温度、油温、其它外部设备的集成温控。
pp塑料的注射成型工艺参数,急需
塑料重新定型依靠的是模具或模头,射出成型成品是立体的,模具也比较复杂更要考虑收缩率问题,其它皆为平面、条状、针状连续式产品模头,若为特殊形状则归为异型,需要注意立即冷却定型问题。
注塑PP料温度是165-170度。在一定温度下,通过螺杆搅拌完全熔融的塑料材料,用高压射入模腔,经冷却固化后,得到成型品的方法。该方法适用于形状复杂部件的批量生产。
前提你的模具肯定没有问题哦。若模具没有问题,定模模温提高到60℃,动模接循环水。保压压力适当减小。工艺上能做的仅此而已。对粘模,最佳的处理方式还是稍微处理一下模具比较好。
影响注塑成型的主要参数有哪些
1、螺杆转速影响注塑物料在螺杆中运送和塑化的热历程和剪却效应,因此它是影响塑化能力、塑化质量和成形周期的重要参数。螺杆转速提高,塑化能力加强。
2、个人总结在注塑机上主要设定五个方面成型工艺参数,它们分别是:温控参数:料筒与喷嘴温度、模具温度、油温、其它外部设备的集成温控。
3、压力的影响注射成型过程中的压力包括塑化压力、注射压力盒型腔压力。塑化压力又称背压,是指注射机螺杆顶部的熔体在螺杆转动后退时所受到的压力,是通过调节注射液压缸的回油阻力来控制的。
到此,以上就是小编对于注塑成型的参数的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏