本篇目录:
六西格玛设计是如何判断过程是否受控的?
1、过程是否稳定或具有可预测的分布。过程能力分析的假设前提是输出服从正态分布。因此,过程应是稳定或统计受控的。对那些非正态分布的情况,应进行适当的坐标变换,将其转换为正态分布的情况。
2、过程受控状态初始分析 采用分析用控制图分析过程是否受控和稳定,如果发现不受控或有变差的特殊原因,应采取措施。注意:此时过程的分布中心(=X)和均差σ、控制图界限可能都未知。
-图1")
3、设计验证过程完成之后,要通过制定控制体系将已经测试过的流程固定下来,以确保这一流程能不断生产出好的产品。流程控制是六西格玛设计DFSS管理的最后一个环节。
4、高层管理人员甚至是中层管理人员就要先对六西格玛管理有一个正确的初步认识。
5、验证六西格玛设计项目三大步骤:验证生产过程的能力 也就是确定人员配备、培训过程、评估仪器、衡量体系以及校准程序等方面的生产能力,以保证能够以最低的成本交付无缺陷的产品。
统计过程控制SPC
1、统计过程控制(简称SPC)是一种借助数理统计方法的过程控制工具。它对生产过程进行分析评价,根据反馈信息及时发现系统性因素出现的征兆,并采取措施消除其影响,使过程维持在仅受随机性因素影响的受控状态,以达到控制质量的目的。
-图2")
2、统计过程控制(Statistical Process Control,SPC)是一种质量管理方法,旨在监测和控制制造过程中的变异性,以确保产品或服务的一致性和质量。
3、控制图是SPC最常用的工具之一,是对过程质量特性值进行测量、记录和评估,从而监测过程是否处于受控状态的一种用统计方法设计的图。控制图是休哈特提出的,又称为休哈特图。
4、SPC(Statistical Process Control)即统计过程控制,是20世纪20年代由美国休哈特首创的。SPC就是利用统计技术对过程中的各个阶段进行监控,发现过程异常,及时告警,从而达到保证产品质量的目的。
控制图失控状态判断解析
1、用控制图识别生产过程的状态,主要是根据样本数据形成的样本点位置以及变化趋势进行分析和判断。
-图3")
2、失控状态主要表现为以下两种情况:样本点超出控制界限;样本点在控制界限内,但排列异常。当数据点超越管理界,一般认为生产过程存在异常现象,此时就应该追究原因,并采取对策。
3、(1)连续25个点子都在控制界限内。(2)连续35个点子至多1个点子落在控制界限外。(3)连续100个点子至多2个点子落在控制界限外。在讨论控制图原理时,已经知道点子出界就判断异常,这是判断异常的最基本的一条准则。
4、为,无论情况一还是情况二都不是小概率事件,无法作出过程处于统计控制状态的判断,故根据一个点子落在控制限内,并不能立即判稳。
5、(1)过程分析,即分析生产过程是否稳定。为此,应随机连续收集数据,绘制控制图,观察数据点分布情况并判定生产过程状态。(2)过程控制,即控制生产过程质量状态。
工程质量统计分析中,能判断生产过程是否处于受控状态的方法是...
1、知识点:质量管理工具。控制图又称为管制图。它是一种有控制界限的图,用来区分引起质量波动的原因是偶然的还是系统的,可以提供系统原因存在的信息,从而判断生产过程是否处于受控状态。
2、控制图按其用途可分为两类,一类是供分析用的控制图,用控制图分析生产过程中有关质量特性值的变化情况,看工序是否处于稳定受控状;再一类是供管理用的控制图,主要用于发现生产过程是否出现了异常情况,以预防产生不合格品。
3、控制图法是分析判断生产过程是否处于稳定状态的有效工具,相关图法是用来显示两种质量数据统计之间关系的一种图形。
4、它是一种有控制界限的图,用来区分引起质量波动的原因是偶然的还是系统的,可以提供系统原因存在的信息,从而判断生产过程是否处于受控状态。
5、过程决策程序图(PDPC)过程决策程序图,又称PDPC(Process Decision Program Chart)法是随事态的进展分析能导致各种结果的要素,并确定一个最优过程使之达到理想结果的方法。
cpk和ppk有什么区别啊?
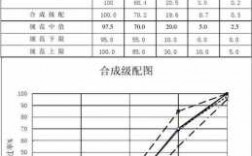
CPK和PPK的区别是两者的应用不同、实质不同、意义不同。两者的应用不同:CPK(又叫做过程能力指数)的应用:计算出制程精密度Cp值。PPK的应用:计算工序性能或叫过程性能的指数。
PPK的评价过程是稳定过程,PPK可以不是稳定的过程;CPK的样本容量是30~50,PPK的样本容量是大于或等于100;CPK评价的是单批(几小时 或几天),PPK评价的是多批(几周或几个月)。
PPK:SPC中控制图中用来计算工序能力或叫过程能力的指数,是指考虑过程有偏差时,样本数据的过程性能。
到此,以上就是小编对于一个过程处于受控状态的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏