本篇目录:
简述塑料注射成型的工艺过程。
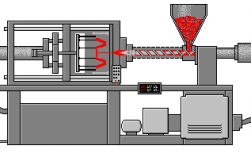
完整的注射工艺过程包括:成型前的准备;注射过程;制品的后处理。 注射过程一般包括:加料——塑化——注射——冷却——脱模。
注射成型工艺过程以螺杆式注射机为例的话先是合模和锁模,通过合模机构使模具先以低压快速进行闭合,当动模板与定模板快要接近时,动模板便以低压低速前进。在确认模内没有异物时,再以高压将模具合拢锁紧。
-图1")
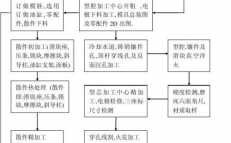
塑件的注塑成型工艺过程主要包括填充——保压——冷却——脱模等4个阶段,这4个阶段直接决定着制品的成型质量,而且这4个阶段是一个完整的连续过程。
料部件的批量生产,是重要的塑料加工方法之一。
注塑成型是一种注射兼模塑的成型方法,又称注射成型。详细过程:首先是合模过程:合模油缸中的压力油推动锁模机构动作,动模板移动使模具闭合。第二步注射装置:射料过程模具以锁模力锁紧后,注射装置进工况使喷嘴和模具贴合。
填充阶段 填充是整个注塑循环过程中的第一步,时间从模具闭合开始注塑算起,到模具型腔填充到大约95%为止。理论上,填充时间越短,成型效率越高;但是在实际生产中,成型时间(或注塑速度)要受到很多条件的制约。
-图2")
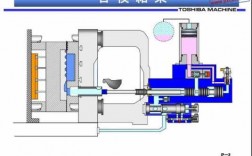
注塑成型及其工作的详细过程
闭模和合紧 注塑成型机的周期一般从模具开始闭合时起,模具首先以低压力快速进行闭合,当动模与定模快要接近时,合模的动力系统自动换成低压低速,在确认模内无异物存在时,再切换成高压而将模合紧。
)锁合模:模扳快速接近定模扳(包括慢-快-慢速),且确认无异物存在下,系统转为高压,将模板锁合(保持油缸内压力)。2)射台前移到位:射台前进到指定位置(喷嘴与模具紧贴)。
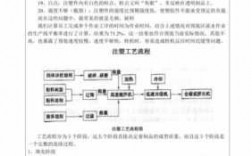
注射成型是一个循环的过程,每一周期主要包括:定量加料—熔融塑化—施压注射—充模冷却—启模取件。取出塑件后又再闭模,进行下一个循环。
注塑机的成型原理和过程是什么?
是一个循环的过程,每一周期主要包括:定量加料—熔融 塑化 —施压注射—充模冷却—启模 取件 。取出塑件后又再闭模,进行下一个循环。
-图3")
注塑机的工作原理是先用螺杆填料,再用电热元件加热料筒使塑料米融化,此时油马达工作带动料杆旋转,由于料杆是螺旋状的旋转就产生了推力,把料筒里融化好的塑料通过注射嘴挤到模具里面这就是注塑过程它的成型原理是热成型。
注塑成型原理及注塑过程介绍 :注(射模)塑(或称注射成型)是塑料先在注塑机的加热料筒中受热熔融,而后由柱塞或往复式螺杆将熔体推挤到闭合模具的模腔中成型的一种方法。
注塑成型机的工作原理注塑机的工作原理与打针用的注射器相似,它是借助螺杆(或柱塞)的推力,将已塑化好的熔融状态(即粘流态)的塑料注射入闭合好的模腔内,经固化定型后取得制品的工艺过程。
注塑机是一种专用的塑料成型机械,工作原理是利用塑料的热塑性,经加热融化后,加以高的压力使其快速流入模腔,经一段时间的保压和冷却,成为各种形状的塑料制品。
注塑机又名注射成型机或注射机。它是将热塑性塑料或热固性塑料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。分为立式、卧式、全电式。注塑机能加热塑料,对熔融塑料施加高压,使其射出而充满模具型腔。
注射成型的操作方法
1、将不同品种或不同色泽的塑料,同时或先后注入模具内的方法。用这种方法能生产多种色彩和(或)多种塑料的复合制品,有代表性的共注射成型是双色注射和多色注射。
2、注射过程一般包括:加料——塑化——注射——冷却——脱模。加料:由于注射成型是一个间歇过程,因而需定量(定容)加料,以保证操作稳定,塑料塑化均匀,最终获得高质量的塑件。
3、工作前必须检查各螺栓是否拧紧紧,各操作手柄的开关是否在空位上,按机床润滑图表加还油量,并在各润滑处加注润滑油剂;接通冷却水和放掉油管道内空气,空转运行数次,检查其各传动及润滑系统是否良好。
注射成型工艺过程包括哪些内容?
热塑性塑料的注射成型包括加料、塑化、注射、保压、冷却、脱模等过程。
注射成型是一个循环的过程,每一周期主要包括:定量加料—熔融塑化—施压注射—充模冷却—启模取件。取出塑件后又再闭模,进行下一个循环。
注射成型工艺:将干燥好的塑料颗粒或粉料从料斗加入到塑料注射成型机的料筒内,经加热熔融塑化,然后经柱塞(或螺杆)把熔融塑料在高压下注入温度较低的模具内,冷却定型后打开模具即得相应的制品。
注射成型工艺过程以螺杆式注射机为例的话先是合模和锁模,通过合模机构使模具先以低压快速进行闭合,当动模板与定模板快要接近时,动模板便以低压低速前进。在确认模内没有异物时,再以高压将模具合拢锁紧。
注塑成型工艺是指将受热融化(通常由单螺杆完成)的材料由高压射入模腔,经冷却固化后,得到成形品的方法。注射成型过程大致可分为6个阶段 :合模、注射、保压、冷却、开模、制品取出。
到此,以上就是小编对于注射成型的工艺过程包括哪些的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏