本篇目录:
总装车间如何进行装配质量管控
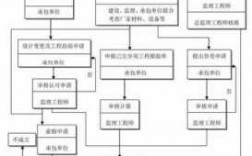
部件装配:这是汽车总装的第一步,需要将各个零部件组装在一起,形成完整的汽车。这包括发动机、轮胎、座椅、仪表盘等部件的装配。在装配过程中,需要有严格的质量控制,确保各个部件能够正常工作,且相互之间能够良好配合。
焊接过程中,需要按照规定进行参数设定,以确保焊接的质量和强度达到预期标准。喷涂车身完成车身焊接后,需要进行喷涂。喷涂车身有几个步骤:首先是底漆喷洒,此后需要进行中漆涂装和最终面漆喷涂。
-图1")
自动设备或机器人进行质量检查,更快捷、容易、可重复性强,适合规模太大太复杂,不能由人工完成的工作。
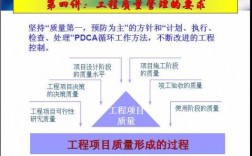
装配式建筑施工质量管理与验收要点?
1、根据《混凝土结构工程施工质量验收规范》(GB 50204—2015)第9:1:1条规定,装配式结构连接部位及叠合构件浇筑混凝土之前,应进行隐蔽工程验收。
2、预制构件不得存在影响结构性能或装配、使用功能的外观缺陷。对于存在的一般缺陷应采用专用修补材料按修补方案要求进行修复和表面处理。构件的外观质量要求和检验方法应符合表1的规定。
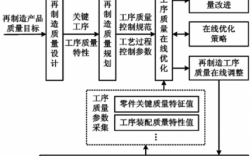
3、质量管理:质量是装配式建筑的关键要素之一。施工企业需要制定质量管理措施和标准,对装配过程中的各个环节进行监控和检验,确保装配质量符合设计和标准要求。
-图2")
4、验收规定 1一般规定 1 装配式结构连接部位及叠合构件浇筑混凝土之前,应进行隐蔽工程验收。
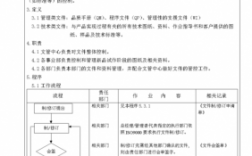
机械行业钳工装配产品质量检验的标准
1、机械产品检验标准机械产品检验包括两方面第外观机械产品的机械零件和部件表面处理颜色应一致,喷复漆的颜色应无明显色差表面应无划伤,无磕碰。焊接表制面应无焊渣。螺栓校紧后应标记明显。
2、基本原则:此验收方法仅接受指定尺寸的验收工作。 对于具有匹配要求的工件,尺寸检查需要符合泰勒原理,并且孔或轴的工作尺寸不允许超过实际尺寸。
3、范围 本检验规程适用本公司机械加工产品的检验。检验依据 国家标准、行业标准、API标准、图纸工艺等技术文件、质量计划等 检验内容 1尺寸的检验 1基本原则 所用验收方法应只接收位于规定尺寸极限之内的工件。
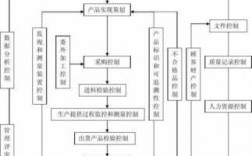
-图3")
4、产品质量检验标准是什么 产品质量检验的主要内容有哪些?查验提供的质量凭证。
如何控制装配质量
通过建立科学完善质量监督机制,通过全方位、全过程的监督检查,把施工过程中可能存在的问题控制在萌芽当中,进而减少在施工过程中遇到的问题,提高施工效率,以便更加全面的保证装配式建筑工程的整体质量。
选用先进手段在装配式混凝土建筑施工中,为了最大限度的提升其施工质量,在具体的施工活动中,必须注重先进手段的应用。
装配式建筑施工质量控制原则与措施质量控制的原则事前、事中、事后控制要兼顾。事前控制是重点,这是由工程项目质量的内在特点决定的。
定位:比较容易理解,设计有设计基准,加工有加工基准,装配有装配基准,如定位凸台,体现装配中定位的重要性。
组装生产线质量如何管理
1、定期评估和改进:定期对生产线上的产品质量进行评估和分析,识别存在的问题和瓶颈,并采取相应的改进措施。可以通过统计过程控制(SPC)等方法,对生产过程中的质量数据进行监控和分析,及时发现异常并进行调整。
2、在管理上一定要一碗水端平。(很多朋友说,这碗水很难端平,我的观点是完全可以端平的)。加强对员工的知识和工作技能的培训(这也是对员工的一种福利)。
3、首先要做好人才的培养,光有好的人才不行,如何设备不给力,也生产不出好的产品来。对人才除了要是技术性要强求外,还要有特别强的责任心。设备一定要维护及时,能满足产品质量的要求。
4、正确行为大环境恒定控温,特别设备集中厂区外部入冷源,不要内降内散。静音管理:越安静的电机自动化组装生产线工厂故障率越少。
5、生产线提高合格率的做法如下:强化质量管理:建立有效的质量管理体系,包括制定明确的生产标准和工艺流程,确保每一道工序都符合规定要求。
汽车装配要怎么控制质量
总装车间进行装配质量管控主要是通过严格的生产计划、员工培训、质量控制和持续的技术更新来实现的。首先,制定和执行严格的生产计划是确保装配质量的基础。总装车间应该根据产品需求、设备状况和员工技能等因素,制定详细的生产计划。
⑥相对运动的滑动轴承、轴颈和摩擦面在装配时应涂上机油。⑦装配过程中,随时检查运动部件之间是否有运动不协调。⑧必须明确零件配合的性质和要求,掌握过盈配合和间隙配合的技术标准。
先进行基础零部件装配,使机器装配过程中重心处于最稳状态。 先进行复杂件、精密件和难装配件装配,因开如装配时,基准件上有较开阔安装、调整、检测空间,有利于较难零、部件装配 先进行易友坏后续工序装配质量工序。
一般要选好瓦,控制好配瓦间隙,装好曲轴后盘动一下是否有卡制,活塞连杆分装时一定要对好方向,活塞标记一般超前,活塞环不要对口一般成120度角,盘车检查就可以了。
装配的完整性。按照技术和工艺文件要求,把所需零部件及总成全部装配,无漏装或少装现象。不要忽视小零件,如螺钉、平垫圈、弹簧垫圈、开口销等 装配的统一性。按照工艺要求装配,装配方法必须按照工艺要求来做。
密封部分应防止“三漏”,即漏油、漏气和漏水。三泄漏的原因一般是装配工艺不符合要求,或者密封件磨损、变形、老化、腐蚀。密封质量往往与密封材料的选择、预紧度和装配位置有关。一旦拆除,所有一次性密封件必须更换。
到此,以上就是小编对于装配过程质量控制可以采取哪些措施?的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏