本篇目录:
铝合金挤出成型的视频?
1、对于铝合金挤出成型的视频,这里我不知道该怎么发给才能看到,不过我有挤压流程图片,还有如果可以的话,意美德铝合金挤压机里面有你需要的挤压视频,可以看看。
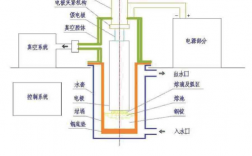
2、挤压模具:根据所需生产铝型材的形状和尺寸,设计制造相应的挤压模具。
-图1")
3、挤压是将锭坯装入挤压筒中,通过挤压轴对金属施加压力,使其从给定形状和尺寸的模孔中挤出,产生塑性变形而获得所要求的挤压产品的一种加工方法。按挤压时金属流动方向不同.挤压又可分为正向挤压、反向挤压和联合挤压。
4、铝型材截面本身就千变万化,并且铝型材挤压行业发展到今天,铝合金,铝型材截面本身就千变万化,有机身清,强度好等重要优点, 目前已经有许多行业采用铝型材来代替原有材料。
5、常用的牌号6063合金,在挤压时还用一个风冷淬火过程及其后的人工时效过程,以完成热处理强化。不同牌号的可热处理强化合金,其热处理制度不同。
近来大受欢迎的铝型材精加工,它的步骤有哪些?
1、铝型材挤压成型后,需要进行后期处理以提高产品的质量和性能。主要包括矫直、切割、打磨、检验等步骤。矫直:通过矫直机将挤压成型的铝型材进行矫正,以消除由于挤压成型产生的弯曲、扭曲等现象。
-图2")
2、板材、带材生产采用平辊轧制,基本工序为热轧、冷轧、热处理和精整。对化学成分复杂的LY1LC4等硬铝合金,热轧前应进行均匀化处理。处理温度一般低于合金中低熔点相的共晶温度10~15℃,保温12~24小时。
3、热固性粉末喷涂 热固性粉末喷涂是目前铝型材常用的粉末喷涂方法,其主要原料为聚酯、环氧、聚氨酯等高分子有机物。喷涂后在烘烤过程中,粉末熔化、流平、聚合、交联,形成坚硬、耐磨、耐腐蚀的镀层。
铝合金门锁怎么拆视频
首先把面板上的固定锁芯的螺丝先拧开,取下锁芯。其次再拧开面板上剩下的2个螺丝,2个面板就可以拿下来了。最后门侧边锁体上的螺丝也拧开就拆好了。
先用转换锁(万能锁)将原锁头卸下,并把门内外两侧的螺丝全部卸下。 把原来的铝合金锁扭开,然后取下保护罩,拧掉螺丝。
-图3")
铝合金门锁拆方法:首先使用门锁配件中附有专门拆除握把的铁片,将其插入到握把下的小孔里面。然后通过旋转轻易的将其拿下来。利用一字起子将握把后方垫片撬起。利用十字起子或电动起子将球形锁内的固定螺丝松掉。
拆卸方法:把面板上的固定锁芯的螺丝先拧开,取下锁芯。然后再拧开面板上剩下的2个螺丝,2个面板就可以拿下来了。门侧边锁体上的螺丝也拧开就拆好了。
铝合金能否焊接?
1、可以焊接,焊接方法:钨极氩弧焊 钨极氩弧焊法主要用于铝合金,是一种较好的焊接方法,不过钨极氩弧焊设备较复杂,不合适在露天条件下操作。电阻点焊、缝焊 这种焊接方法可以用来焊接厚度在5mm以下的铝合金薄板。
2、铝合金是可以焊接的。常见的铝合金焊接方法有两种,一个是氩弧焊,一个是MIG焊。 氩弧焊铝合金用交流电源,碳钢用直流电源。 MIG焊是用氩气保护,熔化极气保焊接铝合金,对焊机要求也高。
3、铝合金可以焊接。铝合金具有轻质、强度高、耐腐蚀等优点,许多人认为铝合金很难焊接,这是因为铝具有低的熔点和高的导热性,容易在焊接过程中产生氧化物膜,从而影响焊接质量。
铝型材方管的理论重量
铝合金密度按2700千克/立方米计算,铝合金方管重量为:(0.1×0.05-0.094×0.044)×1×2700 =3328千克/米 一米大约是3328公斤。
方管:每米重量=(边长+边长)×2×厚×0.00785 圆形管重量计算公式:{(周长÷14)-壁厚}*壁厚*0.02466 备注:以上单位为kg/m,其中壁厚和边长的单位为毫米,即mm。
您要问的是型号为40毫米乘以25毫米乘以2米的铝管重量是多少吗?1530千克。根据查询道客巴巴网显示,铝方管重量计算表中,25毫米乘以40毫米乘以1米的铝方管1米重765千克,2米的则为1530千克。
铝合金密度根据加入的合金元素不同而不同,一般在5~88吨/立方米之间。
您好,100*100*5铝合金方管重量这样算,0.4(400/1000)*5(壁厚)*8(铝合金密度)=92公斤,这是1米的重量。
x150X10mm的铁方管每米理论重量是58公斤,铝方管重18公斤。
铝材用什么焊能焊住
1、交流钨极氩弧焊。交流电流的极性是在周期性地变换,相当于在每个周期里半波为直流正接,半彼为直流反接。正接的半波期间钨极可以发射足够的电子而又不致于过热,有利子电弧的稳定。
2、气焊:如二氧化碳等气体,气焊可以用于对焊接质量要求不高的铝薄板及铸件的补焊。焊条电弧焊:可用于铝合金铸件的补焊,是一种比较常见的焊接方法。
3、脉冲氩弧焊 脉冲氩弧焊可以很好的改善在焊接过程中的稳定性可以调节参数来控制电弧功率和焊缝成形。
4、氩弧焊 手工钨极氩弧焊主要用于焊接铝合金薄板(厚度 气保焊 气保焊的铝合金单面焊双面成形一般掌握起来比较有难度,对接的板材如果留有间隙就容易焊穿,不留间隙焊缝的背透不容易控制。
到此,以上就是小编对于铝型材生产流程的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏