本篇目录:
excel表格cpk怎么做
=33+RAND()*(67-33)把以上公式复制到EXCEL的表格中,会随机出现介于33和67的数据。
=33+RAND()*(67-33)把以上公式复制到EXCEL的表格中,会随机出现介于33和67的数据。首选要十分懂得SPC知识2其次要十分懂得怎么样编辑Excel函数,把CPK的公式全部设置进去。3最好的办法就去找人借个现成的模板,自己琢磨修改。
-图1")
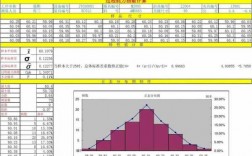
收集您想要控制的特性的数据并将其输入到Excel中,但只能以列形式。打开Minitab软件,将Excel数据复制粘贴到Minitab中的表格中。然后按顺序点击:统计--质量工具--能力分析--正态。弹出一个对话框。
例如规格、公差)的程度,一般记为CPK。excel表格用函数计算cpk值的方法图3然后就会弹出一个对话框。点击第一个空格,然后双击左边列出的C115324,这样你就把这组数据放到了第一个空格当中---这就是选择数据的过程。
cpk计算公式。计算Cpk除收集取样数据外,还应知晓该品质特性的规格上下限(USL,LSL),才可顺利计算其值。
Excel格式的CPK计算公式是什么?
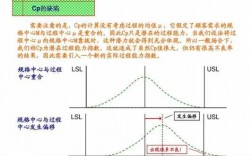
1、计算公式:CPK=Min[(USL-Mu)/3σ,(Mu-LSL)/3σ]过程能力指数(Processcapabilityindex)表示过程能力满足技术标准(例如规格、公差)的程度,一般记为CPK。excel表格用函数计算cpk值的方法图3然后就会弹出一个对话框。
-图2")
2、CPK,即制程能力指数,一般是大于33小于67的数值最为合适。该CPK的假数据可以使用随机函数实现,具体公式为:=33+RAND()*(67-33)把以上公式复制到EXCEL的表格中,会随机出现介于33和67的数据。
3、然后,计算样本的均值(平均值)和标准差。在Excel中可以使用函数AVERAGE和STDEV来实现。 接下来,根据上限公差和下限公差,计算过程能力指数CPK的值。
4、=33+RAND()*(67-33)把以上公式复制到EXCEL的表格中,会随机出现介于33和67的数据。
5、cpk值如何计算 excel。cpk值如何计算公式。cpk计算公式。计算Cpk除收集取样数据外,还应知晓该品质特性的规格上下限(USL,LSL),才可顺利计算其值。
-图3")
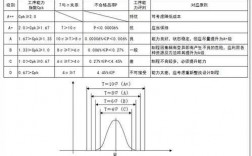
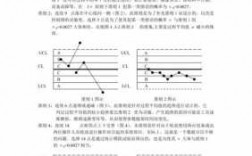
求过程能力指数及不合格品率。
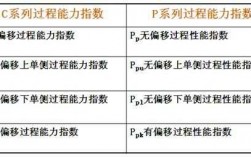
1、式中,CPU为上单侧过程能力指数。若μ≥TU,令CPU=0,表示过程能力严重不足,过程的不合格品率高达50%以上。
2、单侧规格 单侧规格情形的过程能力指数:若只有规格上限的要求,而对规格下限无要求,则过程能力指数计算如下:CPU为上单侧过程能力指数。若μ≥TU,令CPU=0,表示过程能力严重不足,过程的不合格品率高达50%以上。
3、并根据公式计算得出。与其他质量指标的关系:PPK是质量管理中常用的指标之一,它和其他指标如PPM(百万分比不合格品率)、DPMO(每百万次机会产生缺陷数)等紧密相关。这些指标可以互相补充,帮助组织评估和改进过程质量。
到此,以上就是小编对于过程能力统计的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏