本篇目录:
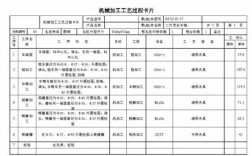
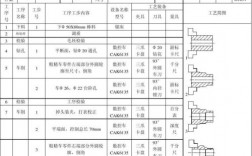
车削轴承座的机械加工工艺过程卡片
车Φ75凸台既端面至要求,位置在轴承座的四个角上(也可三个)装四颗M8的螺丝(也可三颗)调到等高。1。我这里无法上传图纸无法满足你,钻装油杯孔,找一个老钳工和一个老车工共同商量一下,钻4-Φ9。
加工方法:小轴承座在车床用花盘、弯板加工。 大轴承座在镗床上加工。轴承座孔的简单介绍:为轴承提供运转基础、与轴承精密配合的安装位为——轴承座孔。
-图1")
工艺规程卡是以工序为单位简要说明零件工艺过程的一种文件。比较粗略。只有工序顺序,工艺内容,以及相应工序的设备和工艺装备(相关夹具)最后有每到工序的工时。
典型轴类零件加工工艺路线是怎样的
1、拟定传动轴的工艺过程时,在考虑主要表面加工的同时,还要考虑次要表面的加工。
2、.划分加工阶段该轴加工划分为三个加工阶段,即粗车(粗车外圆、钻中心孔),半精车(半精车各处外圆、台肩和修研中心孔等),粗精磨各处外圆。各加工阶段大致以热处理为界。
3、(一)外圆表面的加工路线 1.粗车→半精车→精车:应用最广,满足IT≥IT7,▽≥0.8外圆可以加工 2.粗车→半精车→粗磨→精磨:用于有淬火要求IT≥IT6,▽≥0.16 的黑色金属。
-图2")
4、④ 粗车—半精—粗磨—精磨—光整加工 对于黑色金属材料的淬硬零件,精度要求高和表面粗糙度值要求很小,常用此 加工路线。
5、不同材料,不同结构,不同精度要求,不同技术要求加工工艺是不一样的。一般没有其它要求的轴类零件加工工艺过程:下料;粗车 调质处理;半精车 粗磨 铣键槽 部分部位精车 精磨。清洗,除毛刺,防锈处理,包装入库。
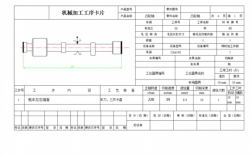
6、一般轴类零件加工简要的典型工艺路线是:毛坯及其热处理→轴件预加工→车削外圆→铣键槽等→最终热处理→磨削。 某厂生产的车床主轴如图4-1所示,其生产类型为大批生产;材料为45钢;毛坯为模锻件。该主轴的加工工艺路线如表4-1。
谁能帮我弄个这个轴的加工工艺(要详细的)
1、拟定传动轴的工艺过程时,在考虑主要表面加工的同时,还要考虑次要表面的加工。
-图3")
2、渗碳件加工工艺路线一般为:下料→锻造→正火→粗加工→半精加工→渗碳→去碳加工(对不需提高硬度部分)→淬火→车螺纹、钻孔或铣槽→粗磨→低温时效→半精磨→低温时效→精磨。
3、分析:该轴没有热处理要求,材料为45钢,为提高切削加工性能,安排正火处理。 毛坯按标准规格,选择直径45毫米,长度120;粗糙度2微米的下限,可用车加工完成。
4、偏心轴主要在装夹方面采取措施,把要加工的偏心部轴线找正到与车床主轴轴线相重合,对于象偏心轴承、凸轮等偏大心零件的加工目前普遍采用三爪、四爪卡盘,在普通机床上加工。
5、滚切法:用花键滚刀在花键轴铣床或滚齿机上按展成法加工, 这种方法生产率和精度均高,适用于批量生产。
这个轴套类零件,怎么写加工工艺过程卡
拟定工艺过程 定位精基准面中心孔应在粗加工之前加工,在调质之后和磨削之前各需安排一次修研中心孔的工序。
产品信息(名称、型号、材料)加工信息(使用设备、刀具、加工时间、加工步骤)质量信息(步骤过程中或成品的质量要求或质量标准、步骤过程中的尺寸)附有零件图,备注有相关的配合于其它产品的信息。
下料,棒料选择φ40的毛坯料,粗车,基准圆面,掉头夹持。
工艺流程卡有两种:一种就是简单的仅仅写出加工件所需要的工序,比如说:轴的加工工序,下料——粗车—热处理—半精车—磨—热处理(镀铬)—精车—磨—检查等等。
标题:工艺卡片应包括明确的标题。图纸号:应包括相关的图纸号,以便钳工可以准确地找到需要加工的零件。工序:应列出每个工序的顺序和具体要求,包括在每个工序中需要进行的操作和使用的工具。
轴承的制作工艺具体过程?
1、轴承内外圈工艺流程:棒材——锻造——车加工——热处理——磨加工——超精加工——零件终检——防锈入库。
2、锻造加工,套圈退火,车削加工,热处理,磨削加工。锻造加工,轴承套圈加工中的初加工,也称毛坯加工。套圈退火,为了获得铁素体基体上均匀分布着细、小、匀、圆的碳化物颗粒的组织。
3、轴承套圈的加工过程:棒料-锻造-正火-球化退火(或管料退火)-车削-去应力退火-淬火-冷处理-低温回火-粗磨-补加回火-精磨-成品 滚动体的加工过程有多种方法,如冷冲或半热冲刚球,热冲及模锻钢球。
4、轴承钢除了上述基础请求外,还应当到达化学成分恰当、外部组织平均、非金属搀杂物少、外部外表缺点契合规范以及外表脱碳层不超越规则浓度等请求。
到此,以上就是小编对于轴类零件的加工工艺卡片的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏