本篇目录:
什么是焊接冶金
1、也就是说,焊接冶金的方向即原材料、焊接工艺,及焊接材料。当然焊接工艺本身又涉及焊接设备,但从冶金本身来说,焊接设备研究则属关联内容,而非直接内容。
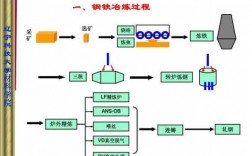
2、【答案】:在熔焊过程中,焊接区内各种物质之间在高温下相互作用的过程,称为焊接冶金过程。
-图1")
3、焊接化学冶金指在熔焊过程中,焊接区内各种物质之间在高温下的相互作用反应。它主要研究各种焊接工艺条件下,冶金反应与焊缝金属成分、性能之间的关系及变化规律。
4、焊接冶金学主要指焊接的物理本质、焊接接头的形成、焊接温度场的基本概念;焊接化学冶金;焊接材料;焊接熔池凝固和焊缝固态相变;焊接热影响区的组织和性能;焊接裂纹。
5、焊丝和焊剂是埋弧焊的消耗材料,从碳素钢到高镍合金多种金属材料的焊接都可以选用焊丝和焊剂配合进行埋弧焊接.。埋弧焊焊丝的选用既要考虑焊剂成分的影响,又要考虑母材的影响。
碱性焊条的简介
1、碱性焊条为1~8mL,酸性焊条为17~50mL。碱性渣中CaO数量多,熔渣脱硫的能力强,熔敷金属的抗热裂纹的能力较强。而且,碱性焊条由于焊缝金属中氧和氢含量低,非金属夹杂物较少,具有较高的塑性和冲击韧性。
-图2")
2、碱性焊条脱硫、脱磷能力强,药皮有去氢作用。焊接接头含氢量很低,故又称为低氢型焊条。
3、碱性焊条就是指焊条的药皮成分主要是碱性氧化物,它成型的焊缝主要以CO2和氟化氢。碱性焊条药皮中,含有大量的大理石和萤石,并有较多的铁合金,作为脱氧剂和渗合金剂,因此,药皮具有足够的脱氧能力。
4、而焊条药皮中含有较多成分的大理石,荧石等碱度较大的物质的焊条叫做碱性焊条。
简述焊接参数对焊接冶金过程的影响
)电弧电压:电流条件不变时,电弧电压增大时焊道成型宽而平坦,电弧电压降低时,焊道变成窄而深。2)焊接电流、送丝速度:当其它参数稳定时,焊接电流和送丝速度成线性关系。
-图3")
反之,如果焊接速度太慢,焊缝宽度就会明显增加,熔池热量集中,容易发生烧穿等缺陷。
以焊条电弧焊为例:焊接速度——过快,熔化温度不够,易造成未熔合、焊缝成形不良等缺陷;若焊接速度过慢,高温停留时间增长,热影响区宽度增加,焊接接头的晶粒变粗,力学性能降低,同时使焊件变形量增大。
焊接电流过小会使电弧不稳,造成未焊透、夹渣及焊缝成形不良等缺陷。焊接电流过大,易产生咬边、焊穿、增加焊件变形和金属飞溅量,也会使焊接接头的组织由于过热而发生变化。
电流,电压,焊条直径,电焊机的极性,焊材的材质,厚度,坡口形式,焊接的位置,环境温度等。
工艺参数对焊缝形状的影响如下:(1)焊接电流当其它条件不变时,增加焊接电流,焊缝厚度和余高都增加,而焊缝宽度则几乎保持不变(或略有增加)。
什么叫焊接冶金过程?
1、【答案】:在熔焊过程中,焊接区内各种物质之间在高温下相互作用的过程,称为焊接冶金过程。
2、焊接冶金过程与金属冶金过程一样,通过加热使金属溶化,在金属熔化过程中,金属-熔渣-气体之间发生复杂的化学反应和物理变化。
3、也就是说,焊接冶金的方向即原材料、焊接工艺,及焊接材料。当然焊接工艺本身又涉及焊接设备,但从冶金本身来说,焊接设备研究则属关联内容,而非直接内容。
4、焊接化学冶金指在熔焊过程中,焊接区内各种物质之间在高温下的相互作用反应。它主要研究各种焊接工艺条件下,冶金反应与焊缝金属成分、性能之间的关系及变化规律。
5、焊接也叫熔接、镕接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。
6、焊接是一个特殊过程,因为焊接的质量无法直接检验,要证明焊接的牢固程度必须做破坏试验才能得到数据,如果都做了破坏,那焊接质量就没有意义了。
焊接的分类和特点主要介绍下焊接有何优缺点
1、)电焊;2)气焊;3)激光焊;4)钎焊;5)热熔焊;6)电子束焊;7)爆炸焊; 8)等离子焊;9)电渣焊;10)扩散焊;11)摩擦焊;12)高频焊等。
2、焊接和铆接相比较,优点是:1:连接强度高,密封性好,由于实现的是冶金结合,强度比较理想。2:接头的重量小,由于焊接基本上可以采用对接接头形式,结构简单,不像铆接需要母材搭接还需要大量的铆钉固定。
3、焊接应力与变形小,适宜全位置焊接,CO2气体来源广,价格低,焊接耗电少,对铁锈敏感性小,不易产生气孔,焊缝含氢量低,抗裂性好,生产率高等;辅助机具可以实现自动化生产。
4、其缺点是生产效率较低;焊接后工件变形和热影响区较大;较难实现自动化。
5、分类:根据焊接过程中加热程度和工艺特点的不同,焊接方法可以分为三大类。(1)熔焊 。将工件焊接处局部加热到熔化状态,形成熔池(通常还加入填充金属),冷却结晶后形成焊缝,被焊工件结合为不可分离的整体。
电焊工的基本操作手法
主要是多练手要稳电流要合适。告诉你一个要诀:焊接人机料法环,操作技艺占为先。手脑合一最重要,切忌浮躁心不专。右手僵硬是大忌,内旋外旋施时变。纵横并进三方向,牢记焊接三要点。焊前组对按规范,焊条质优且要干。
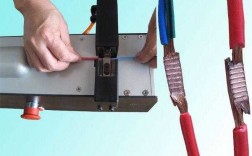
电焊的基本操作方法:引弧(1)划擦法。先将焊条对准焊件.再将焊条像划火柴似的在焊件表面轻轻划擦,引燃电弧,然后迅速将焊条提起2~4mm,并使之稳定燃烧。(2)敲击法。
【基本方法】准备施焊:左手拿焊丝,右手握烙铁,进入备焊状态。要求烙铁头保持干净,无焊渣等氧化物,并在表面镀一层焊锡。加热焊件:烙铁头靠在两焊件的连接处,加热整个焊件全体,时间约为1-2秒钟。
直击法引弧是将手腕下弯,焊条轻微碰一下焊件。
焊接时手需要保持平稳烧焊,双臂一定要夹紧,已免抖动,这样焊才能均匀漂亮。焊接时一般是采取之字形和圆点型来烧焊,使焊出来的焊缝纹路更清晰。
电焊工基本操作常识 电焊操作的基本常识 原发布者:wanilu1 电焊操作基本知识手工电弧焊(简称手弧焊)是以手工操作的焊条和被焊接的工件做为两个电极,利用焊条与焊件之间的电弧热量熔化金属进行焊接的方法。
到此,以上就是小编对于焊接冶金过程是指的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏