本篇目录:
铸造沙制作沙模时是用什么把沙子粘在一起的?
1、沙子和水。当干燥细软的沙粒和水相遇,水就会像粘着剂一样,将沙粒粘在一起。有研究发现,想要建造一个高耸的、结构坚固的沙堡,沙子和水的最理想配比是每八桶沙配一桶水。
2、树脂砂的粘结剂为呋喃树脂,树脂砂造型在浇注后发气量比较大。目前用树脂砂造型的铸件质量在砂铸中是最好的。
-图1")
3、把型砂(沙子加粘合剂)填充进木模(或铝模)内夯实,然后拆掉模型,这时型砂外形已经是个空腔,中间放置仍然是型砂制作的芯模,这个模型基本就具备浇铸的条件了。
4、消失模铸造中,由于真空吸力的作用,加上高温浇注,金属液的穿透力比在砂型铸造中,要强得多,容易透过涂料层渗入型料中。因此,容易产生粘砂。产生粘砂的原因:1)真空度太高。2)浇注温度太高。
5、浆是砌砖使用的黏结物质,合在一起在建筑上能用。
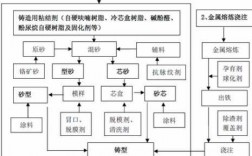
覆膜砂制作工艺流程?
热法:砂型(芯)的成形和硬化直接在模板上或是芯盒内靠已加热的模板(芯盒)或通热热气流完成。主要有壳法(壳型,壳芯的制造法),热芯盒法,温芯盒法。冷却:砂型(芯)的成型,硬化在温室下完成。
-图2")
覆膜砂的混制方法经历了干混法、冷覆膜法、温覆膜法、热覆膜法4个阶段,目前覆膜砂的生产几乎都是采用热覆膜法。
用覆膜砂制作壳型,可采用固定式射芯机或翻转式射芯机,前者可用干态覆膜砂或湿态覆膜砂,后者只能选用干态覆膜砂。
④将覆膜砂引入铁型覆砂铸造生产中,大大提高了覆砂造型质量;⑤铁型覆砂铸造工艺设计进一步规范,设计水平也大大提高,并开发了铁型覆砂铸造过程的计算机模拟软件和引入了铁型覆砂铸造工艺的计算机辅助设计软件。
其工艺过程是将粉状的热固性酚醛树脂与原砂机械混合,加热时固化。
-图3")
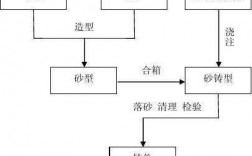
铸造的详细工艺流程。。。
模具制作:根据图纸要求制作模具。一般木制模具可用于单件生产,塑料模具和金属模具可用于批量生产,模板可用于批量铸造。混砂阶段:根据砂型制造的要求和铸件的不同类型,准备合格的型砂进行造型。
铸件检验:铸件检验一般在清理或加工阶段过程中,不合格的一般就已经发现挑出来了。但有一些铸件有个别要求,需要再进行检查一遍。比如有些铸件需要中心孔能插入5厘米的轴,那么就需要拿5厘米的轴进行穿一下试一试。
砂型铸造的主要流程有:模具生产部分:按照图纸要求制作制作模具,一般单件生产可以用木模、批量生产可以制作塑料模、金属模,大批量铸件可以制作模板。
造型 用型砂及模样等工艺装备制造砂型的方法和过程称为造型。造型的方法种类很多,它取决于铸件的形状,大小,和技术要求 等。
常用的混砂设备有碾轮式混砂机、逆流式混砂机和连续式混砂机。后者是专为混合化学自硬砂设计的,连续混合,混砂速度快。造型、造芯是根据铸造工艺要求,在确定好造型方法,准备好造型材料的基础上进行的。
准备熔化用材料、造型制芯用材料和模样、芯盒、砂箱等工艺装备、造型与制芯、 熔化与浇注、 落砂清理、铸件检验等工序。铸造是将通过熔炼的金属液体浇注入铸型内,经冷却凝固获得所需形状和性能的零件的制作过程。
到此,以上就是小编对于型砂 砂型 型芯的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏