本篇目录:
轧钢厂的工艺流程是怎么样的?
以热轧钢为例,工艺流程为炼铁→炼钢→连铸(或模铸)→热轧(出热轧产品)→冷轧(出冷轧产品)。热轧钢带连续热镀是热镀锌板生产的一种工艺,这种工艺的应用提高了钢带生产的效率,对于保证钢带质量具有意义。
由于工艺先进,涂层十分牢固,可以直接用于家电产品和作装饰材料。除了板材以外,轧钢厂也生产长材,如型钢、钢轨、棒材、圆钢和线材,它的生产过程和轧钢原理与板材类似,但是使用的轧辊辊型完全不同。
-图1")
在一定的轧制条件下,完成从坯料到成品的变形过程称为变形制度。其主要内容是确定总的变形量和道次变形量。变形量的分配是工艺设计的重要参数,它是轧制设备选择和辊型设计的主要依据。
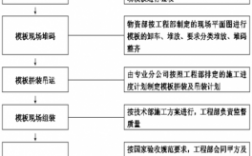
钢筋的加工包括
钢筋的加工包括准备原材料、计算和制作图纸、剪切、折弯、加工检验。准备原材料:是钢筋加工中必不可少的一步。它需要先准备横向的钢筋原材料,以便后续加工使用。
【解析】钢筋的加工除了冷拉、调直、绑扎、焊接外,还有除锈、剪切、弯曲。对于钢筋的加工,自2003年以来历年考试真题中有如下题目:(2004年考试真题,多项选择题)钢筋的冷拉加工可以( )。
钢筋加工有:钢筋切割、钢筋弯曲、钢筋焊接等等。钢筋切割 将钢筋材料按照要求进行切割,可使用手动剪刀或机械剪切机来完成。通常在进行钢筋连接、钢筋拼接等工作时需要进行钢筋切割。
-图2")
钢筋加工方式有以下几方面:钢筋焊接、除锈钢筋网和钢筋骨架的加工、钢筋的冷强加工、镦粗、刻痕和压波、下料和编束等。钢筋焊接 主要有以下三种焊接方法:闪光对焊、电弧焊和点焊。
钢筋的加工包括调直、定长、切断、弯折和除锈。钢筋加工宜采用无延伸功能的机械设备进行调直,也可采用冷拉调直。钢筋调直过程中不应损伤带肋钢筋的横肋。钢筋加工宜在常温状态下进行,加工过程中不应加热钢筋。
钢材压力加工综述
1、冷压力加工:低于材料再结晶温度的压力加工;热压力加工:高于材料再结晶温度的压力加工。
2、在钢铁工业生产中,绝大多数钢材是经过塑性加工制成或先经塑性加工再经其它加工制成的。所谓金属塑性加工,就是用不同的设备、工具对金属施加外力,使之产生塑性变形,制成具有预期的尺寸、形状和性能的产品的加工方法,又称金属压力加工。
-图3")
3、二.金属压力加工的主要方法 轧制 金属材料在两个回转轧辊的孔隙中受压变形,获得所需截面形状和尺寸制件的加工方法。主要用于金属原材料的生产。钢材中的钢板、各种型钢(角钢、槽钢、工字钢等)、钢管。
4、轧制:金属坯料在两个回转轧辊的缝隙中受压变形以获得各种产品加工方法。靠摩擦力,坯料连续通过轧辊间隙而受压变形。主要产品:型材、圆钢、方钢、角钢、铁轨等。
钢筋是如何制作成组合扳手的?制作过程是怎样的?
1、钢筋扳手就是一个“F”形状,用二级粗钢筋焊接就成。焊条电弧焊是工业生产中应用最广泛的焊接方法,它的原理是利用电弧放电(俗称电弧燃烧)所产生的热量将焊条与工件互相熔化并在冷凝后形成焊缝,从而获得牢固接头的焊接过程。
2、制作手工折弯工具参考下方:材料:钢板7毫米×35厘米×35厘米2件。钢条3厘米 x 5厘米 x 25厘米 16毫米圆钢,内径22毫米,壁厚2毫米的铁管。
3、讲解:25的钢筋手工弯曲的扳手要2米左右的长度。
4、可采用手摇扳手弯制细钢筋、卡筋与扳头弯制粗钢筋。工作台和弯曲机台面要保持水平,并准备好各种芯轴及工具。按加工钢筋的直径和弯曲半径的要求装好芯轴、成型轴、档铁轴或可变档架,芯轴直径应为钢筋直径的5倍。
5、钢筋扳子的扳口尺寸要比弯制的钢筋大 2mm较为合适,所以在准备钢筋弯曲工具时,应配有各种规格的扳子。②操作方法:1)准备:要熟悉好进行弯曲加工钢筋的规格,形状和各部分尺寸,以便确定弯曲操作步骤和准备工具等。
到此,以上就是小编对于钢筋的生产过程有哪些的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏