本篇目录:
- 1、冷锻的技术发展
- 2、快速成形技术
- 3、金属冲压工艺未来的发展趋势是什么?
冷锻的技术发展
冷锻成形的齿轮单件重量可达1kg以上,齿形精度可达7级。 持续不断的工艺创新推动了冷挤压技术的发展,20世纪80年代以来,国内外精密锻造专家开始将分流锻造理论应用于正齿轮和螺旋齿轮的冷锻成形。
自此,冷挤压技术走向实用,成为冷锻技术中应用最广泛的一种方法。 60年代,日本汽车工业的成长,为冷挤压技术的发展创造了有利的条件。
-图1")
与热锻相比,冷锻节省了昂贵的加热设备,具有节约材料和高加工精度的优点。但由于工艺要求的限制,冷锻对模具设计、制造和设备压力的要求更高。冷锻是在室温下进行的,在成型过程中硬度较高,模制过程中需要较大的压力。
快速成形技术
快速成形技术又称快速原型制造(RapidPrototypingManufacturing,简称RPM)技术,诞生于20世纪80年代后期,是基于材料堆积法的一种高新制造技术,被认为是近20年来制造领域的一个重大成果。
快速成形技术是一种新型的加工技术,它可以将原材料快速成形成所需的零件。它主要利用热能、电能、光能等能源,将原材料快速成形成所需的零件。快速成形技术的特点是快速、精确、经济,可以大大提高加工效率,减少加工成本。
SLA(激光快速成型),成型材料:光敏树脂;FDM(熔融堆积成型),成型材料:ABS,PC,PPSF等;OBJET(高精度快速成型),和SLA成型原理类似,材料:光敏树脂。
-图2")
在新产品造型设计过程中的应用快速成形技术为工业产品的设计开发人员建立了一种崭新的产品开发模式。
快速成形系统相当于一台立体打印机。它可以在没有任何刀具、模具及工装卡具的情况下,快速直接地实现零件的单件生产。根据零件的复杂程度,这个过程一般需要1~7天的时间。
快速成形技术是在计算机控制下,基于离散、堆积的原理采用不同方法堆积材料,最终完成零件的成形与制造的技术。从成形角度看,零件可视为“点”或“面”的叠加。
金属冲压工艺未来的发展趋势是什么?
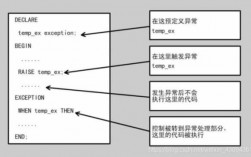
1、(2)冲压智能控制技术。冲压智能控制技术也是发展很快的一个领域。它在材料、工艺一体化的基础上,依据已有材料和工艺数据库实现冲压过程的在线控制或智能控制。
-图3")
2、也就是说趋势主要是朝信息化、高速化生产与高精度化发展。因此从设计技术来说,发展重点在于大力推广CAD/CAE/CAM技术的应用,并持续提高效率,特别是板材成型过程的计算机模拟分析技术。
3、冲压模具,是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。
4、目前,金属制品行业发展趋势主要表现在以下几个方面:技术创新:随着科技的发展,金属制品行业不断探索新的技术和工艺,例如3D打印、激光切割等技术的应用,进一步提高了产品的质量和生产效率。
5、冲压工件的制造工艺水平及质量,在较大程度上对汽车制造质量有直接的影响。
到此,以上就是小编对于金属塑性成形过程模拟实验的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏