本篇目录:
压铸件表面缺陷有哪些
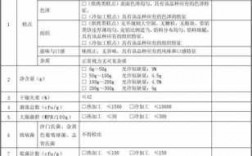
1、)几何缺陷:压铸件形状、尺寸与技术要求有偏离;尺寸超差、挠曲、变形等。2)表面缺陷:压铸件外观不良,出现花纹、流痕、冷隔、斑点、缺肉、毛刺、飞边、缩痕、拉伤等。
2、压铸产品常见缺陷有冷隔、流痕、起泡、气孔、缩孔、裂纹、充填不良、欠铸、拉伤、变形、烧伤、冲蚀、逆毛刺、错型、碰伤、崩缺、成分不良、夹层、偏析、夹杂等等。
-图1")
3、压铸件表面缺陷常见有:铸件表面有花纹,并有金属流痕迹。产生原因:通往铸件进口处流道太浅;压射比压太大,致使金属流速过高,引起金属液的飞溅。调整方法:加深浇口流道;减少压射比压。铸件表面有细小的凸瘤。
4、针孔:针状细小的砂孔,或因卷入气体而产生小孔状的内部缺陷,此缺陷有时出现在表面上。擦伤:由于磨损使表面不理想,有比较长的痕迹。缩孔:因熔汤凝固收缩而产生的内部砂孔。
5、压铸件表面有气孔 产生原因:润滑剂太多。排气孔被堵死,气孔排不出来。调整方法:合理使用润滑剂。增设及修复排气孔,使其排气通畅。
压铸都有哪些常见故障问题?
1、常见的不良现象有:有产品表面起皱和起皱。根据罗启全《压铸工艺及设备模具实用手册》第一章:表面起皱:产品表面形成的不规则褶皱,主要出现在壁较薄的前段部分。
-图2")
2、蓄能器有故障。压铸机的常见故障及排除油泵不能起动检查及分析:按油泵起动按钮,观察马达继电器是否吸合。若继电器无吸合则检查:1)马达热继电器是否动作或损坏。2)电源电路是否正常(用万用表检查)。
3、压铸给汤机不能自动倒料。解决方法:检查压铸机与给汤机电箱联机信号线是否正确。压铸给汤机倒料后压铸机不压射。解决方法:更换时间继电器。压铸给汤机手动正常但不能自动。解决方法:检查操作盒联机是否正常。
压铸机压射掉压是怎么回事
压铸机的增压压射储能器的活塞串油,密封胶圈或者活塞环磨损。可能引起压力补不上。去。
检查氮气瓶压力。检查调节压铸机系统压力参数是否设置正确。检查“压射头”打出后,压铸机氮气瓶旁边上的系统压力表指针是否能稳定不掉6-8秒钟。若掉压,油压系统有内泄情况,需检查油路密封情况。
-图3")
类似这样的原因大多是因蓄压时间不够,还有就是堵料咀了。但是压铸机的话说不清楚的,很多原因会出现类似的情况,还有是卡锤头,油缸密封圈损害等等。但是通常是前面两个原因。
总压力不足或者压铸机系统升压太慢的原因导致压铸件自动泄压。热压室压铸机的压室通常浸没在坩埚的金属液中。
如果不够就要查明原因,是漏掉了还是根本没充够。如果是漏了,要查充氮阀、相关的密封件等等。
压铸给汤机常见故障有哪些
1、压铸给汤机常见故障有有故障码显示的故障和无故障码显示的故障二种。鑫台铭生产的压铸给汤机连杆式手臂结构,PLC控制,便于操作,节省时间,极大地减少人工操作危险性,便于管理。
2、模具问题。东洋压铸机给汤机的模具如果存在损坏或者磨损时,就会导致汤勺无正常作动,在启动后汤勺会没有动作,就是磨具问题。压铸机就是用于压力铸造的机器,包括热压室及冷压室两种。
3、以下介绍三种常见的故障排除方法:压铸机故障:液压泵不能起动 检查及分析:按液压泵起动按钮,观察液压泵继电器是否吸合。若液压泵起动后继电器无吸合则检查 1)液压泵热继电器是否动作或损坏。
4、压铸给汤机计量不稳定可以这样处置:前进限停止,异常计时器计时,压铸机合模到位信号到,自动注汤,异常计时器计时完了,无压铸机合模到位信号,给汤机重新取汤。
5、看看行不行,如果行就排除了压铸机的锁模问题。如果不行就排除了给汤机的问题,其原理是:合模到位的信号传递给 给汤机,给汤结束传递信号给压射。常见的问题有;给汤机倒料时汤勺位置没有到位,锁模开关出现问题。
6、首先,首先切断电源,确保操作的安全,检查电极棒和电缆连接是否紧固,如果发现有松动的地方需要重新连接并紧固。其次,检查电极棒是否被污物覆盖,如果有需要清洗,检查电极棒是否有损坏,如有需要更换。
到此,以上就是小编对于压铸常见缺陷及解决办法的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏