本篇目录:
轴类零件加工工艺
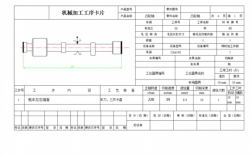
1、拟定传动轴的工艺过程时,在考虑主要表面加工的同时,还要考虑次要表面的加工。
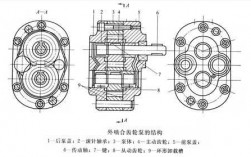
2、零件加工工艺的轴类零件的功用、结构特点及技术要求 轴类零件是机器中经常遇到的典型零件之一。它主要用来支承传动零部件,传递扭矩和承受载荷。
-图1")
3、是在制定轴类零件机械加工工艺规程时,应着重考虑的因素。
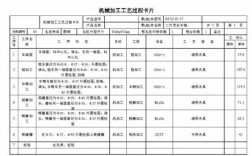
4、大型轴类锻件,锻造厂一般都是由钢锭直接锻造加工而成。轴锻件的质量越大,钢锭的吨位也越大。山西永鑫生能锻造加工35吨以内的轴类锻件,热处理精加工全部能在本厂同步完成,追溯性可控且轴锻件的价格合理。
5、轴类零件可根据使用要求、生产类型、设备条件及结构,选用棒料、锻件等毛坯形式。
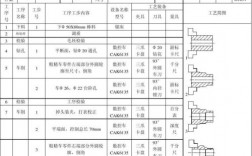
6、轴类零件数控车削加工工艺的主要内容包括:分析加工要求、确定加工步骤、装夹方案、选用刀具、计算数值、编写程序以及加工完成后的处理。数控车削加工工艺与普通机床加工工艺有很大的区别,所涵盖的内容也很多。
-图2")
曲轴,连杆加工过程是怎样的
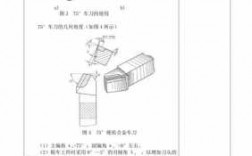
(1)曲轴主轴颈及连杆颈外铣加工 在进行曲轴零件加工时,由于圆盘铣刀本身结构的影响,刀刃与工件始终是断续接触,有冲击。
坯料查抄。铣端面。铣两头面质量中心孔。铣定位夹紧面。粗车轴颈及端头连杆颈 钻油道孔。查抄油孔两头面孔。精车轴颈。精车端面。精车4连杆。精车3连杆。滚压。精磨塔轮、齿轮及前油封轴颈。
拟定工艺过程 定位精基准面中心孔应在粗加工之前加工,在调质之后和磨削之前各需安排一次修研中心孔的工序。
气流冲击造型工艺明显优于粘土砂型工艺,可获得高精度的曲轴铸件,该工艺制作的砂型具有无反弹变形量等特点,这对于多拐曲轴尤为重要。
-图3")
发动机工作过程就是:活塞经过混合压缩气的燃爆,推动活塞做直线运动,并通过连杆将力传给曲轴,由曲轴将直线运动转变为旋转运动。而曲轴加工的好坏将直接影响着发动机整体性能的表现。
齿轮轴加工都有哪些工艺过程?
齿轮加工工艺流程 锻造制坯 热模锻仍然是汽车齿轮件广泛使用的毛坯锻造工艺。近年来,楔横轧技术在轴类加工上得到了 大范围推广。
齿轮加工工艺过程包括以下过程:锻造制坯、正火、车削加工、滚、插齿、剃齿等等。齿轮的毛坯件主要是锻件、棒料或铸件,其中锻件使用最 多。对毛坯件首先进行正火处理,改善其切削加工型,便于切削。
一般大致过程如下:制齿坯--可根据要求不同采用铸、锻方法制齿坯,也可用圆棒直接下料制作。热处理--去除毛坯内应力。齿坯车加工,可分为粗、精等加工。滚齿或插齿加工。
齿轮的加工工艺过程包括以下过程:齿轮毛坯加工、齿面加工、热处理 工艺及齿面的精加工。齿轮的毛坯件主要是锻件、棒料或铸件,其中锻件使用最 多。
)精加工:精修基准、精加工齿形 2齿轮加工工艺过程分析 基准的选择 对于齿轮加工基准的选择常因齿轮的结构形状不同而有所差异。
下面简单介绍下高精度齿轮制造的工艺流程:齿轮材料的选择(1)齿轮材料的选择对齿轮的性能和使用寿命都有直接的影响。(2)一般齿轮用中碳钢和低、中碳合金钢等。
传动轴的加工工艺和过程
1、传动轴大都是回转表面,主要采用车削与外圆磨削成形。由于该传动轴的主要表面M、N、P、Q的公差等级(IT6)较高,表面粗糙度Ra值(Ra=0.8 um)较小,故车削后还需磨削。
2、磨削加工法:使用磨床将减速箱传动轴上的表面加工成所需的形状。热处理加工法:使用热处理设备,对减速箱传动轴进行热处理,以改善其表面质量和力学性能。
3、轴的工艺路线如下:下料→车两端面,钻中心孔→粗车各外圆→调质→修研中心孔→半精车各外圆,车槽,倒角→划键槽加工线→铣键槽→修研中心孔→磨削→检验。
到此,以上就是小编对于轴加工工艺分析及加工步骤的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏