本篇目录:
怎样进行焊前预热?
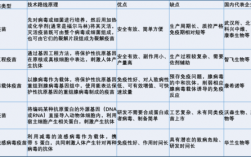
1、焊接开始前,对焊件的全部(或局部)进行加热的工艺,叫预热。预热的主要目的是降低焊接接头的冷却速度,使焊后能缓慢冷却,防止产生焊接裂纹,特别是冷裂纹。
2、焊前预热的方法主要包括火焰加热、加热炉加热和远红外加热。预热时,应采用表面接触式温度计在待焊区域两侧30~50mm范围内测量温度。希望我的回答对你有所帮助,望采纳,谢谢。
-图1")
3、火力、火焰的调整;火焰位置角度;肉眼确认。
4、先高于上转变温度进行处理再进行低于下转变温度下的热处理。比如正火加回火,淬火加回火等。4在上下转变温度之间进行的焊后热处理。750-900之间,一些材料的实效强化重结晶退火等。想详细的了解,建议找些书看看。
焊锡过程的三次预热是怎么回事?
1、预热:将要连接的电子元器件和印刷电路板预热至一定温度。预热有助于减少热应力和提高焊接质量。焊接:将熔化的焊锡涂抹或涂敷在焊接表面,使其与元器件引脚和焊盘接触。
2、进入预热区域,PCB板焊接部位被加热到润湿温度,同时,由于元器件温度的升高,避免了浸入熔融焊料时受到大的热冲击。预热阶段,PCB表面的温度应在 75 ~ 110 ℃间为宜。
-图2")
3、不同的焊机面板是不同的,你说的W1 W2 W3没有具体说明谁也无法理解。焊接过程可以有:预热-焊接-回火 三个过程,这也可能就是你说的:三次焊接。
4、首先剥出一小段铜线,后用烙铁粘点松香,再粘点焊锡,给铜线上锡,速度要快,不然松香就汽化了,也可以将铜线放在松香上,然后用粘有焊锡的烙铁涂抹铜线,热量通过铜线熔化松香,这样上锡可达到非常好的效果。
5、(3) 元器件受热后性能变化甚至失效。 (4) 焊点表面由于焊剂挥发,失去保护而氧化。 结论:在保证焊料润湿焊件的前提下时间越短越好。
6、低温时预热效果变差,低温下效果不如常温,焊缝层间温度维持相对困难。低温时,施工环境会更加复杂严峻,容易出现不可控的问题。
-图3")
钢结构焊前预热和焊后热处理什么情况下需要做
普通碳钢在环境温度低于零下5摄氏度时,需预热;低合金钢在0度,高合金钢在5度;对于厚度超过30mm的碳钢焊接时也需要预热,低合金钢和高合金钢厚度预热范围一般是根据材质定的。
你好,不是所有的材料焊接都需要预热焊后热处理的,一般来说焊前预热是为了防止产生焊接热裂纹,比如一些crmo钢,比如一些板厚较厚的结构,如果不预热,熔池温度场不均匀,产生较大热应力,导致焊接缺陷产生。
焊前预热和焊后热处理主要是被焊的材料关系,焊接铸铁(生铁)需预热,焊后热处理应给它慢收冷却防止焊缝拉例,一般的钢板就不用预热,需要加工的产品热处理退火后方便加工。
你好,焊前要预热以及焊后要热处理基于以下原因:这个母材有热裂纹倾向,或者比较厚。所以需要预热。整体结构拘束度大,应力大,因此需要焊后热处理消除应力。或者需要热处理改善性能等。望采纳,谢谢。
到此,以上就是小编对于焊前预热,焊后后热的根本作用在于的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏