本篇目录:
如何计算过程能力指数ppk
计算公式:CPK= Min[ (USL- Mu)/3σ,(Mu - LSL)/3σ]。
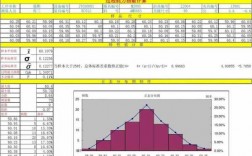
制程能力强才可能生产出质量、可靠性高的产品,而PPK是SPC中控制图中用来计算工序能力或叫过程能力的指数,是指考虑过程有偏差时,样本数据的过程性能。
-图1")
计算公式:CPK= Min[ (USL- Mu)/3σ,(Mu - LSL)/3σ]过程能力指数(Process capability index)表示过程能力满足技术标准(例如规格、公差)的程度,一般记为CPK。
过程能力指数CPK的计算方法是什么?
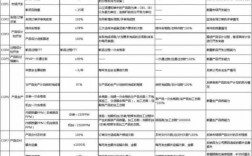
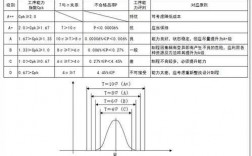
cp指数的计算:Cp=T/(6*σ),其中T=允许最大值(Tu)-允许最小值(Tl);σ越小,其Cp值越大,则过程技术能力越好。Cp是指过程满足技术要求的能力,常用客户满意的偏差范围除以六倍的西格玛的结果来表示。
过程能力指数cpk的计算方法:CPK= Min[ (USL- Mu)/3σ, (Mu - LSL)/3σ]。过程能力指数是指过程能力满足产品质量标准要求(规格范围等)的程度。
cpk计算公式:CPK=Cp*(1-|Ca|)。
-图2")
cpk计算公式是:CPK=Cp*(1-|Ca|)。cpk解释:过程能力指数是指过程能力满足产品质量标准要求(规格范围等)的程度。也称工序能力指数,是指工序在一定时间里,处于控制状态(稳定状态)下的实际加工能力。
cpk数据分析怎么做
1、minitab做cpk的步骤为:统计一组数据记录表单中,数据至少在32个以上,数据越多越能真实反映加工能力的水平。打开minitab软件。将测试获得的数据复制到minitab软件内,数据放在同一列中。
2、excel算出cpk值的步骤图1 打开Minitab软件,将Excel中的数据复制粘贴到Minitab中的表格中 excel算出cpk值的步骤图2 然后 统计--质量工具--能力分析--正态 excel算出cpk值的步骤图3 然后就会弹出一个对话框。
3、收集您想要控制的特性的数据并将其输入到Excel中,但只能以列形式。打开Minitab软件,将Excel数据复制粘贴到Minitab中的表格中。然后按顺序点击:统计--质量工具--能力分析--正态。弹出一个对话框。
-图3")
4、excel算出cpk值的步骤图1打开Minitab软件,将Excel中的数据复制粘贴到Minitab中的表格中excel算出cpk值的步骤图2然后统计--质量工具--能力分析--正态excel算出cpk值的步骤图3然后就会弹出一个对话框。
5、选择计算实例资料,点击“打开”。打开之后得到统计。点击“统计”→“质量工具”→“能力分析”→“组间/组内”。使用Minitab计算一组数据的CPK值时,我们首先需要将这行数字如下图所示填入Minitab中的工作表中。
6、选中控制图中的点→右键→选择图表选项。在图表选项中选择散点图,然后确定。选中刚刚的散点,双击,弹出数据系列格式,选项如图十二所示。其中,百分比的数据最小为:X轴组数×100,本例有25组,故为2500。
过程能力的分析原因
比如标准差大的比标准差小的满足顾客要求的能力要差,因为标准差大的过程产生的不合格品会多一些。我们通常把6倍的标准差称为过程的能力。把过程能力与顾客的要求(即公差范围)去比较,称为过程能力指数。
之所以要进行过程能力分析,有两个主要原因。
质量控制: 过程能力指数用于评估生产过程的稳定性和质量水平。如果Cpk足够高,说明过程能够稳定地生产合格产品,有助于降低不合格品的产生。
过程能力:是指过程加工质量方面的能力,它是衡量过程加工内在一致性的。生产能力:指加工数量方面的能力。过程能力决定于质量因素而与公差无关。
过程一旦表现出处于统计控制状态,该过程所保持的不合格平均水平即反映了该系统的变差原因——过程能力。在操作上诊断特殊原因变差问题的分析方法不适用于诊断影响系统的普通原因变差。
过程能力是什么,有哪些测定方法?
1、过程能力测定方法:直接测定法对工序使用的设备或装置的某些特性直接进行测定,以得到有关参数。例如定期检查机床的精度,使其能保持良好的加工性能。
2、过程能力的作用它是过程能稳定地生产合格产品的能力,即满足产品质量要求的能力。
3、所谓的过程能力,就是过程处于统计控制状态下,加工产品质量正常波动的经济幅度,通常同质量特性值分布的6倍标准偏差来表示,记为6σ。
4、过程能力是指一个生产过程在一定的时间、地点、组织形式和生产条件下,所能够实现的最大生产能力。这个概念最早由统计学家提出,后来被广泛应用于质量管理、项目管理等领域。
5、非正态数据的过程能力分析方法1:Box-Cox变换法 估计合适的Lambda(λ)值;计算求出变换后的数据Yx,根据原来给定的USL和LSL,计算求出变换后的USLx和LSLx,对Yx用USLx和LSLx求出过程能力指数。
过程能力指数的分析
1、下列关于过程能力指数的分析,正确的是()。
2、过程能力指数(Process Capability Index):简称PCI或 ,以往也称为工序能力指数。
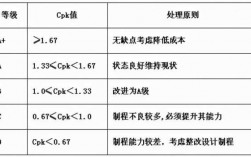
3、过程能力指数是指CPK。过程能力指数CPK与工序能力指数有很大的关系,过程能力指数的值越大,表明产品的离散程度相对于技术标准的公差范围越小,因而过程能力就越高。
4、它对生产过程进行分析评价,得到Cp、Cpk体现组内能力,得到Pp、Ppk体现组内加组间能力。根据反馈信息及时发现系统性因素出现的征兆,使过程维持在仅受随机性因素影响的受控状态,以达到控制质量的目的。
5、从SPC的角度看,一个合格的过程应当具备的条件是过程处于统计控制状态并具有足够的过程能力。SPC: 统计过程控制(Statistical Process Control)是一种借助数理统计方法的过程控制工具。
到此,以上就是小编对于过程能力指数进行计算的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏