本篇目录:
过程受控什么意思
统计过程控制(Statistical Process Control,SPC)是一种质量管理方法,旨在监测和控制制造过程中的变异性,以确保产品或服务的一致性和质量。
统计过程控制(简称SPC,全称Statistical Process Control)是一种借助数理统计方法的过程控制工具。
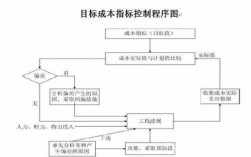
-图1")
一般情况下,文件受控代表了三层具体的含义:这个文件必须是百分百正确的。为了达到这个目的,受控文件在正式发放以前,必须经由相关的负责人对文件进行审核,确保文件的正确性,表达的形式就是这人负责人的签字。
问题一:受控文件是什么意思? 受控文件是“非受控文件”的对称。凡是能够产生多个修改状态或多个版本的文件都是受控文件。也就是说凡是存在修改和换版的文件就是受控文件。受控文件主要是控制使用文件的唯一有效版本。
过程受控只要符合2个条件就可以:有能力:即CPK大于等于67;无特殊原因的变差:即看控制图,没有连续上升、下降等特殊原因的变差。
过程的稳定状态是指人、机、料、法、环、测各个因素都处于受控...
企业的生产是一个复杂的过程,人、机、料、法、环(4M1E)等诸要素,都可能使生产状态发生变化,各个工序不可能处于绝对的稳定状态,质量特性的波动是客观存在的,要求每个工序都保证生产100%的合格品,实际上是不可能的。
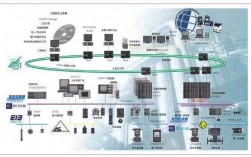
-图2")
统计过程控制(简称SPC)是一种借助数理统计方法的过程控制工具。
e) 测量(Measurement):主要指测量时采取的方法是否标准、正确; f) 环境(Environment):工作地的温度、湿度、照明和清洁条件等; 现场管理六要素(5M1E分析法) 现场管理的六个要素即:人、机、料、法、环、测。
生产成本、生产效率有着重要影响。工序标准化作业对工序质量的保证起着关键作用,工序标准化在工序质量改进中具有突出地位。工序质量受5M1E即人、机、料、法、环、测六方面因素的影响,工序标准化就是要寻求5M1E的标准化。
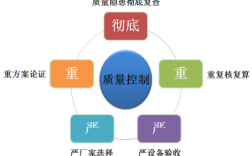
纵观整个生产过程,造成产品质量波动的原因主要有6个因素,即:人、机(机器设备)、料(材料)、法(方法)、测(测量)、环(环境)这六大因素。下面对这六个因素及预防控制措施进行简单的介绍和说明。
-图3")
过程标准偏差
步骤(每个样本数据 减去样本全部数据的平均值)。步骤把步骤一所得的各个数值的平方相加。步骤把步骤二的结果除以 (n - 1)(“n”指样本数目)。步骤从步骤三所得的数值之平方根就是抽样的标准偏差。
标准偏差SD(Standard Deviation)的计算公式为: SD = √[(Σ(X - μ)) / n]标准偏差 (SD Standard Deviation)是指样本标准偏差的标准偏差,它反映了一组样本数据的离散程度。
标准偏差的大小可通过标准偏差与平均值的倍率关系来衡量。
我们只要会应用就可以了。楼主的问题核心是因为MSA手册中的这个例子的过程标准偏差没有数据支持,是直接使用的一个假设数据(手册解释是以前研究所得)你把手册读全就可以理解了。
六西格玛设计是如何判断过程是否受控的?
1、过程是否稳定或具有可预测的分布。过程能力分析的假设前提是输出服从正态分布。因此,过程应是稳定或统计受控的。对那些非正态分布的情况,应进行适当的坐标变换,将其转换为正态分布的情况。
2、过程受控状态初始分析 采用分析用控制图分析过程是否受控和稳定,如果发现不受控或有变差的特殊原因,应采取措施。注意:此时过程的分布中心(=X)和均差σ、控制图界限可能都未知。
3、验证六西格玛设计项目三大步骤:验证生产过程的能力 也就是确定人员配备、培训过程、评估仪器、衡量体系以及校准程序等方面的生产能力,以保证能够以最低的成本交付无缺陷的产品。
4、识别过程中的瓶颈点和制约因素、不良和返工的发生点,评估它们对过程产出量和过程能力的影响,判断它们是否能够满足顾客和关键质量特性(CTQ)的需求。
5、设计验证过程完成之后,要通过制定控制体系将已经测试过的流程固定下来,以确保这一流程能不断生产出好的产品。流程控制是六西格玛设计DFSS管理的最后一个环节。
到此,以上就是小编对于稳定控制的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏