本篇目录:
简述针织生产工艺流程
1、针织服装裁剪的主要工艺过程:断料→借疵→划样→裁剪→捆扎。借疵是提高产品质量、节省用料的重要一环,断料过程中尽可能将坯布上的疵点借到裁耗 部位或缝合处。
2、. 成衣工艺流程 羊毛衫采用缝合方法来连接衣衫的领、袖、前后身以及钮扣、口袋等辅助材料,有的还用湿整理方法、绣花的方法来修饰,使成衣具有一定的风格和特色。
-图1")
3、针织布生产主要有四个环节:纺、织、染、整。纺:将各类织纤加工成纱线的过程。织:将织针等成圈机件使纱线形成线圈,并将线圈一次串套而成的织物。
4、针织服装的工艺流程:主要工艺流程为:验布→技术准备→裁剪→缝制→锁眼钉扣→整烫→成衣检验→包装。 面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
5、针织布最基本的区分就是单面布和双面布,然后在这两种布的基础上随工艺的不同分为各种布种,这些内容就比较多了。
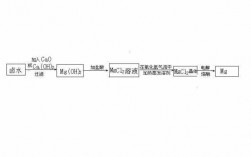
什么是熔模铸造?试简述其工艺过程。
1、【答案】:熔模铸造是用易熔材料制成模样,造型后将模样熔化并排出型外,从而获得无分型面的型腔,经浇注后获得铸件的铸造方法。熔模铸造的工艺过程 其主要工序包括蜡模制造、制造型壳、失蜡、焙烧和浇注等。
-图2")
2、熔模铸造通常是指在易熔材料制成模样,在模样表面包覆若干层耐火材料制成型壳,再将模样熔化排出型壳,从而获得无分型面的铸型,经高温焙烧后即可填砂浇注的铸造方案。
3、我们的祖先就能用熔模铸造的方式生产各种铜器皿、钟鼎及艺术品。 现代熔模铸造工艺是在20世纪初期开始形成,最初用于制牙及珠宝饰业。
4、铸造就是采用液态金属浇注成型的方法获得需要零件毛料的工艺,铸造可以分为很多种,如砂型铸造,熔模铸造,特种铸造等,还有压力铸造,差压铸造等等。
简述纬编工艺流程?
1、采用的工艺流程为:烧毛-平幅卷染机洗呢-溢流染色机洗呢-脱水-烘干-轧液定型-蒸呢-成品。
-图3")
2、针织服装的工艺流程:纺纱:目的是使进厂的棉纱卷绕成一定结构与规格的卷装筒子,以适合针织生产之用。
3、纬编面料的生产工艺流程:染色:原纱--织造--胚布检验--前处理--染色---水洗---筒状定型---检验--打卷--入库--开幅---定型--(浆切边) 。
4、纬编生产网眼织物的方法主要包括:织物设计、纱线选择、织物织造、成品处理。
5、主要工艺流程为:验布→技术准备→裁剪→缝制→锁眼钉扣→整烫→成衣检验→包装 面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
6、高耐碱分散染料的染色新工艺 ①工艺流程 毛坯布(经编或纬编)→(预定型)→开纤、染色一浴→水洗→(还原清洗或皂洗)→脱水→开幅定型(浸轧吸湿速干柔软剂)→后整理。
简述热模具锻加工的主要工艺流程。
成型:将预热好的金属坯料放入模具中,施加一定的力量,使其变形成为所需的形状。这个过程需要使用锤子、模具等工具,有些高精度的锻造需要使用数控机床。
半精加工。半精加工阶段是完成次要表面的加工,并为主要表面的精加工做准备。热处理。热处理是将材料放在一定的介质内加热、保温、冷却,通过改变材料表面或内部的组织结构,来控制其性能的一种综合工艺过程。
锻后退火 可采用等温退火或普通860 oC退火4小时. 机械加工锻后硬度较高,采用等温或普通退火后,机加可顺利进行,淬火后因工硬度较高,故工件成型磨削难度较大,可采用镨铌刚玉加铬制作的砂轮进行磨削。
消化工艺资料,分析工艺任务书所提出的成型方法、设备型号、材料规格、模具结构类型等要求是否恰当,能否落实。 成型材料应当满足塑料制件的强度要求,具有好的流动性、均匀性和各向同性、热稳定性。
将模具钢材加热到发红白(约800-900度),并保温一定时间,然后放入油里冷却,再将模具钢材放入炉里加热300-400度,保温一段时间,取出放入室温冷却,也可以放入油里冷却。
在众多锻造方法中,以热模锻的工艺流程最长,一般顺序为:(2)自由锻自由锻是将加热好的金属坯料放在锻造设备的上、下砥铁之间,施加冲击力或压力,直接使坯料产生塑性变形,从而获得所需锻件的一种加工方法。
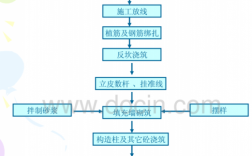
简述砖砌体的施工工艺流程
1、砌砖时,必须先拉准线。一砖半厚以上的墙要双面拉线,砖块依准线砌筑。砌筑普通砖墙宜采用“三一”砌砖法,即“一铲灰、一块砖、一揉压”的操作方法。竖缝宜采用挤浆或加浆方法,使其砂浆饱满,严禁用水冲浆灌缝。
2、砖墙砌筑的一般顺序是抄平→放线→摆砖→立皮杆数→盘角→挂线→砌筑→勾缝→清理。
3、立砖斜砌。当墙砖快要到顶后,需要等几天再开始砌筑。再砌筑时,需让砖以45度角斜砌,并让灰缝填满缝隙。挂网。若是新、旧墙搭接,则需要进行挂网,将墙体、水泥砂浆挂住。粉刷。
简述一次拉弯的工艺过程
1、主要是做一些金属弯曲的,就是将一些直的东西搞成弯的。拉弯一般的动作是先拉后弯,所以称之为拉弯,拉弯与滚弯一样都是常用的金属冷弯工艺。
2、控制拉力和温度:根据材料的特性和工艺要求,控制拉弯机施加的拉力和温度。过高的拉力可能导致材料变形或断裂,而过低的拉力可能导致无法完成弯曲。
3、板材材质:行李架拉弯工艺的适用材料一般为较薄的金属板材,如铝合金板、钢板等。 弯曲角度:行李架拉弯的弯曲角度一般在90度以下,但也可根据需要进行定制。
4、拉弯构件的制造工艺主要包括切割:将材料切割成需要的形状和尺寸。弯曲:将切割好的材料弯曲成需要的形状。热处理:对于需要强化材料性能的场合,需要进行热处理。
5、弯曲:将板料沿弯曲线成一定的角度和形状的 冲压工序。 拉深:将平面板料变成各种开口空心零件,或 把空心件的形状、尺寸作进一步改变的冲压工序。
6、机械零件的机械加工工艺过程由若干工序组成,毛坯依次通过这些工序,就被加工成合乎图样规定要求的零件。安装 在同一工序中,工件在工作位置可能只装夹一次,也可能要装夹几次。
到此,以上就是小编对于工艺过程解释的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏