本篇目录:
齿轮是如何加工的?
1、渐开线齿轮加工方法有2大类,一个是仿形法,用成型铣刀铣出齿轮的齿槽,是“模仿形状”的。另一个是范成法(展成法)。
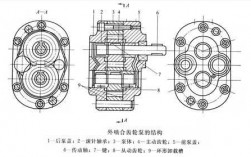
2、车削加工为了满足高精度齿轮加工的定位要求,齿轮毛坯全部采用数控车床加工,在一次装夹下同步完成孔径、端面和外径的加工,既保证了内孔和端面的垂直度要求,又保证了齿轮毛坯批量生产时尺寸分散小。
-图1")
3、齿轮加工方法铣齿采用盘形模数铣刀或指状铣刀铣齿属于成形法加工,铣刀刀齿截面形状与齿轮齿间形状相对应。此种方法加工效率和加工精度均较低,仅适用于单件小批生产。
4、目前齿轮的加工方法很多,如铸造、模锻、冷轧、热轧、切削加工等,最常用的还是切削加工。在切削加工中主要分为两种方法,即仿形法和范成法。仿形法中最常用的是用盘状或指状铣刀在万能铣床上加工齿形。
5、仿形法是用与齿轮齿槽形状相同的圆盘铣刀或指状铣刀在铣床上进行加工。范成法也叫展成法,它是利用齿轮的啮合原理来切削轮齿齿廓的。这种方法加工齿轮精度较高,是目前轮齿加工的主要方法。
哪位大神能写下这个齿轮的加工工艺!详细有步骤最好!谢谢
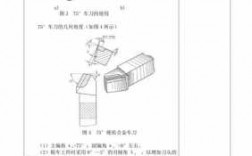
例如最常用的齿轮材料20CrMnTi,其大体工艺路线为:下料、锻造、正火、粗加工、精车、滚齿(或铣插拉齿),渗碳淬火、抛丸除氧化皮、磨内孔、端面、磨齿等。
-图2")
经我厂所加工的模数mn≥1螺旋角b=24°~31°、齿面宽B=300~960mm的齿轮轴,粗加工最小余量为2mm,最大余量为4mm。
齿轮加工工艺过程大致要经过如下几个阶段:毛坯热处理、齿坯加工、齿形加工、齿端加工、齿面热处理、精基准修正及齿形精加工等。加工的第一阶段是齿坯最初进入机械加工的阶段。
是目前齿轮加工中最常用的一种方法。它是根据一对齿轮啮合传动时,两轮的齿廓互为共轭曲线的原理来加工的。
齿轮怎么加工
1、渐开线齿轮加工方法有2大类,一个是仿形法,用成型铣刀铣出齿轮的齿槽,是“模仿形状”的。另一个是范成法(展成法)。
-图3")
2、齿轮加工方法有:铣齿、成形磨齿、滚齿、剃齿、插齿。铣齿 采用盘形模数铣刀或指状铣刀铣齿属于成形法加工,铣刀刀齿截面形状与齿轮齿间形状相对应。此种方法加工效率和加工精度均较低,仅适用于单件小批生产。
3、齿轮加工的方法一种是成形法,就是利用与被切齿槽形状完全相符的成形铣刀切出齿形的方法,如铣齿;另一种是展成法,它是利用刀具与被动齿轮的相互啮合运动而切出齿形的加工方法,如滚齿和插齿。
4、目前齿轮的加工方法很多,如铸造、模锻、冷轧、热轧、切削加工等,最常用的还是切削加工。在切削加工中主要分为两种方法,即仿形法和范成法。仿形法中最常用的是用盘状或指状铣刀在万能铣床上加工齿形。
5、车削加工为了满足高精度齿轮加工的定位要求,齿轮毛坯全部采用数控车床加工,在一次装夹下同步完成孔径、端面和外径的加工,既保证了内孔和端面的垂直度要求,又保证了齿轮毛坯批量生产时尺寸分散小。
6、仿形法是用与齿轮齿槽形状相同的圆盘铣刀或指状铣刀在铣床上进行加工。范成法也叫展成法,它是利用齿轮的啮合原理来切削轮齿齿廓的。这种方法加工齿轮精度较高,是目前轮齿加工的主要方法。
齿轮加工工艺流程图
***2***铸钢齿轮的调质齿轮铸造后预备热处理***如退火或正火等***,为调质处理做好组织准备。再经过调质处理后齿轮获得良好的综合力学效能。
齿轮加工工艺流程图 齿轮的加工工艺过程 过程:齿轮毛坯加工、齿面加工、热处理 工艺及齿面的精加工。齿轮的毛坯件主要是锻件、棒料或铸件,其中锻件使用最 多。
拟定传动轴的工艺过程时,在考虑主要表面加工的同时,还要考虑次要表面的加工。
首先确定需要绘制的齿轮的尺寸与线数等主要参数。根据这些参数可以计算出各个部位的几何特征,并确定相应的绘图比例。然后使用绘图工具,如尺子、粉笔或铅笔等在绘图板上画出一个标准坐标系,并描出齿轮轴线。
到此,以上就是小编对于齿轮加工工艺流程介绍的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏