本篇目录:
- 1、控制图有哪几种
- 2、spc图表都有哪些
- 3、质量师中级知识--控制图原理
控制图有哪几种
根据统计数据的类型不同,控制图可分为:计量控制图和计数控制图(包括计件控制图和计点控制图)。它们分别适用于不同的生产过程。每类又可细分为具体的控制图,最初主要包含七种基本图表。
控制图有不同的类型,常用的有以下几类:①适用于遵循正态分布的计量特征的平均数塣 控制图和极差R控制图,这两个图必须合用,一般称之为塣 -R控制图。其中塣 若用中位数塣 代替,即成为塣 -R控制图。
-图1")
常规控制图包括计量值控制图(包括单值控制图、平均数和极差控制图、中位数和极差控制图)和计数值控制图(包括不合格品数控制图、不合格品率控制图、缺陷数控制图、单位缺陷数控制图等)两类。
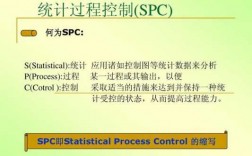
统计过程控制图有以下几种:XBar-S控制图:XBar(平均值控制图)反映变量X随时间的集中趋势及分组样本之间的变动性。这个同XBar-R控制图。对于S控制图是值标准差,标准差控制图监测的是分组样本内部随时间的变动。
Xbar -R 控制图用于控制对象为长度、重量、强度、纯度、时间、收率和生产量等计量值的场合。
spc图表都有哪些
1、.X-Rs控制图多用于对每一个产品都进行检验,采用自动化检查和测量的场合。
-图2")
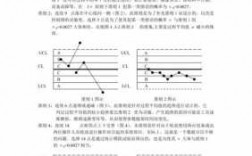
2、中心线(CL);控制下限(LCL)。SPC控制图构成 其中UCL和LCL由实际需求得来,因此了解“需求”非常重要。
3、Xbar-R控制图,即平均值-极差控制图,这是最常用的。X-Rm控制图,即单值-移动极差控制图;P控制图,即不良率控制图。这个用的也不少。
4、Xbar -R 控制图用于控制对象为长度、重量、强度、纯度、时间、收率和生产量等计量值的场合。
质量师中级知识--控制图原理
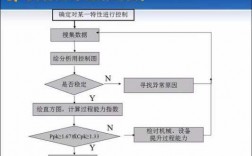
1、控制图的结构 控制图(Control Chart)是对过程质量特性值进行测定、记录、评估,从而监察过程是否处于控制状态的一种用统计方法设计的图。
-图3")
2、控制图的原理如下:应用控制图对生产过程不断监控,当异常因素刚一露出苗头,甚至在未造成不合格品之前就能及时被发现,在这种趋势造成不合格品之前就采取措施加以消除,起到预防的作用。
3、控制图主要构成要素包括:横纵坐标轴、中心线、上控制线、下控制线、数据点和波动曲线。控制图原理:过程处于统计控制状态时,产品总体的质量特性质的分布一般服从正态分布,即x~ N。
到此,以上就是小编对于控制图是对过程质量加以测定的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏