本篇目录:
msa名词解释
1、原型机:MS-18E 京宝梵 武器:烈鲛牙、苍鲛盾 必杀:鲛牙苍影斩 吕蒙(孤高的智将) 领导江东水军的武将之一,原本是个只懂武力的莽夫,后来努力学习兵法成为江东强袭水军中的智将。
2、MSA是测量系统分析,数据是通过测量获得的,对测量定义是:测量是赋值给具体事物以表示他们之间关于特殊特性的关系。这个定义由C.Eisenhart首次给出。赋值过程定义为测量过程,而赋予的值定义为测量值。
-图1")
msa的五大性是什么
1、MSA(微服务架构)的五大特性如下:服务自治:每个微服务都是独立的实体,具有自己的业务逻辑和数据存储。它们可以独立开发、部署和扩展,不需要依赖其他服务。自治性使得微服务能够更加灵活和可靠。
2、测量系统必须处于统计控制中,即计量系统的变动只能由一般原因引起,不能由特殊原因引起。这可以称为统计稳定性。测量系统的变差必须小于制造过程的变差。变差应小于公差带。
3、稳定性(Stability):测量系统在某持续时间内测量同一基准或零件的单一特性时获得的测量平均值总变差,即偏倚随时间的增量。
4、msa 的五大性是什么 测量系统必须处于统计控制中,即计量系统的变动只能由一般原因引起,不能由特殊原因引起。这可以称为统计稳定性。测量系统的变差必须小于制造过程的变差。变差应小于公差带。
-图2")
5、MSA的特性 测量系统必须处于统计控制中,这意味着测量系统中的变差只能是由于普通原因而不是由于特殊原因造成的。这可称为统计稳定性。测量系统的变差必须比制造过程的变差小。变差应小于公差带。
特殊过程特性如何采用SPC技术?破坏性试验测量系统如何做MSA?
1、是做什么产品的破坏性测量系统分析?测量系统分析操作应该是一样的,首先要采集数据,破坏性就采集破坏的数据再进行分析。
2、YS是否转化为SC是基于现有过程能力数据对发生率的估计 SC不一定会对应DFMEA中的一个YS,只要满足PFMEA中关于SC的标准即可 特殊特性的传递-内部顾客影响 OS-HI 执行要点:外部客户不会收到OS和HI的影响。
3、MSA了解测量过程,确定在测量过程中的误差总量,及评估用于生产和过程控制中的测量系统的充分性。MSA促进了解和改进(减少变差),对过程做出可靠有效的评估。
-图3")
4、我们必须从两方面来保证,一是确保测量数据的准确性/质量,使用测量系统分析(MSA)方法对获得测量数据的测量系统进行评估;二是确保使用了合适的数据分析方法,如使用SPC工具、试验设计、方差分析、回归分析等。
msa的意思是什么?
MSA,全称Measurement Systems Analysis,即测量系统分析,通过的标准为:国家标准。第一级标准(连接国家标准和私人公司、科研机构等)。第二级标准(从第一级标准传递到第二级标准)。
MSA应该是Measurement Systems Analysis测量系统分析,是QS9000标准和TS16949标准要求的,主要是以数据为研究基础,将测量所得到的数据用数理统计的方法,来研究所用的测量系统存在的变差。
msa的意思是测量系统分析。用来对被测特性定量测量或定性评价的仪器或量具、标准、操作、夹具、软件、人员、环境和假设的集合,用来获得测量结果的整个过程称为测量过程或测量系统。
msa是MeasurementSystemAnalysis的简称,意思是测量系统分析,是赋值给具体事物以表示他们之间关于特殊特性的关系。这个定义由C.Eisenhart首次给出。赋值过程定义为测量过程,而赋予的值定义为测量值。
MSA是什么意思?MSA是MicrosoftAgreement的缩写,是指微软公司提供的一种服务协议,用于控制客户使用微软产品的权限和责任。MSA是一种双方协议,它不仅可以指定客户的权利和义务,还可以规定微软的权利和义务,以保护客户的权益。
什么是MSA?
1、MSA,全称Measurement Systems Analysis,即测量系统分析,通过的标准为:国家标准。第一级标准(连接国家标准和私人公司、科研机构等)。第二级标准(从第一级标准传递到第二级标准)。
2、MSA应该是Measurement Systems Analysis测量系统分析,是QS9000标准和TS16949标准要求的,主要是以数据为研究基础,将测量所得到的数据用数理统计的方法,来研究所用的测量系统存在的变差。
3、MSA是MicrosoftAgreement的缩写,是指微软公司提供的一种服务协议,用于控制客户使用微软产品的权限和责任。MSA是一种双方协议,它不仅可以指定客户的权利和义务,还可以规定微软的权利和义务,以保护客户的权益。
4、测量系统分析(MSA)的定义:通过统计分析的手段,对构成测量系统的各个影响因子进行统计变差分析和研究以得到测量系统是否准确可靠的结论。
MSA和SPC有什么区别
1、APQP&CP:产品质量先期策划&控制计划;PPAP:生产件批准程序;FMEA:潜在失效模式和效果分析;SPC:统计过程控制;MSA:测量系统分析。
2、MSA和SPC区别:MSA是SPC的基础和根据,只有MSA可依赖了,SPC工作才能意义。
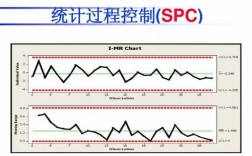
3、SPC就是利用统计技术对过程中的各个阶段进行监控,发现过程异常,及时告警,从而达到保证产品质量的目的。这里的统计技术泛指任何可以应用的数理统计方法,而以控制图理论为主。
4、SPC:统计制程控制 MSA:量测系统分析 以上五种是TS 16949中的五大核心工具 质量管理五大工具,也称品管五大工具。
5、SPC是一种制造控制方法,是将制造中的控制项目,依其特性所收集的数据,通过过程能力的分析与过程标准化,发掘过程中的异常,并立即采取改善措施,使过程恢复正常的方法。
6、SPC统计过程控制:是利用统计方法对过程中的各个阶段进行控制,从而达到改进与保证质量的目的。SPC强调以全过程的预防为主。FMEA是一种可靠性设计的重要方法。它实际上是FMA(故障模式分析)和FEA(故障影响分析)的组合。
到此,以上就是小编对于过程特性和规程特性的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏