本篇目录:
凸轮轴的几种加工工艺
国内外生产凸轮轴的主要方法有:采用钢质锻造毛坯经切削加工后,凸轮桃尖部分经高频淬火形成马氏体层的工艺。
钢制作凸轮轴的工艺分为传统工艺与现代工艺。传统工艺一般采用普通的铣钻组合机床进行铣端面、钻中心孔,靠调整限位挡块的位置保证工件的总长和中心孔的深度。
-图1")
第一种,冷激铸铁凸轮轴,主要用于轿车发动机;第二种,碳钢楔横轧凸轮轴,主要用于载货汽车发动机。另外,还有一种是两种以上材料组合装配的凸轮轴,国内暂未大批量推广使用。
装配式凸轮轴的连接方式主要分为焊接式、烧结式、机械式三种,也有几种方法结合使用的。凸轮轴材料和生产工艺的发展国内外生产凸轮轴的材质很多,有45钢、球墨铸铁、合金铸铁。
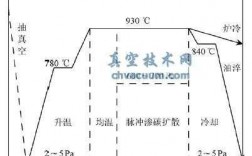
热处理:为了保证裂行凸轮轴的表面硬度和耐磨性,通常需要进行高温淬火、回火等热处理工艺。 数控加工:由于裂行凸轮轴的表面要求极高,凸轮的形状和大小必须非常精确,因此采用数控机床等高精度加工设备进行制造。
45钢制作凸轮轴的工艺
1、淬火加回火。凸轮轴是活塞发动机里的一个部件。用45钢制作的凸轮轴加工前应先淬火加回火。凸轮轴的作用是控制气门的开启和闭合动作。它需要承受很大的扭矩,凸轮轴设计在发动机的设计过程中占据着十分重要的地位。
-图2")
2、凸轮热处理要根据材料选择。轮廓部分一般选用增加耐磨性的热处理方式,如渗碳、高频等。轮廓加工的方式很多:片状凸轮可用凸轮车、凸轮磨、立式加工中心、线切割等;凸轮轴加工凸轮车、凸轮磨、数控凸轮车、数控凸轮磨等。
3、国内外生产凸轮轴的材质很多,有45钢、球墨铸铁、合金铸铁。目前,常使用的铸造方法是壳型铸造,其中包括铁型覆砂和壳型填铁丸两种铸造工艺,其他还有如消失模铸造等。
4、凸轮轴是一种重要的机械传动零件,其工作环境要求具有较高的耐磨损、耐疲劳和耐腐蚀等性能。为了提高凸轮轴的性能和使用寿命,一般需要采用热处理工艺进行处理。
5、高温淬火是为了提高凸轮表面的硬度,使其耐磨。低温回火是为了消除淬火而产生的内应力,该工序常与淬火配套使用。正火(在台湾称为正常化)、退火、回火和淬火(淬火和高温回火两个过程通常称为调质)。
-图3")
凸轮轴的铸造工艺和流程
通常方法是,将制作的专用冷铁放置在砂型中,如图3所示,然后合箱、浇注、冷却,从而制得铸造毛坯。冷铁的厚度和凸轮轴的化学成分是控制凸轮轴内部组织的关键;冷铁凹面的形状和表面粗糙度决定凸轮的几何尺寸和精度。
其中在凸轮磨削NC程序生成之前,关键是首先要编制凸轮生成曲线(通过对数据平滑处理,将离散点形成封闭曲线)和速度曲线的计算程序,即将给定的凸轮生成表转换为磨削用的磨削曲线(C坐标值、x轴坐标值)。
传统工艺一般采用普通的铣钻组合机床进行铣端面、钻中心孔,靠调整限位挡块的位置保证工件的总长和中心孔的深度。
这是百度来的。国内外生产凸轮轴的主要方法有:采用钢质锻造毛坯经切削加工后,凸轮桃尖部分经高频淬火形成马氏体层的工艺。
凸轮轴的热处理工艺有哪些?
1、直接淬火 渗碳后直接淬火,具有生产效率高、成本低、氧化脱碳等优点,但是由于渗碳温度高,奥氏体晶粒长大, 淬火后马氏体较粗, 残余奥氏体也较多, 所以耐磨性和韧性较差。
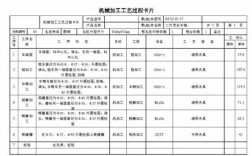
2、各种凸轮轴材料及热处理工艺各种凸轮轴材料及热处理工艺如下表1所示3凸轮磨随着磨削余量的减少和磨削速度的提高(由传统的35~60m/s发展到125~200m/s)使用高速磨削将是必然的趋势。
3、汽车曲轴、凸轮轴齿轮活塞销传动轴这些根据材料的不同而分别选用感应淬火,渗碳和氮化等其作用主要是耐磨。至于弹簧一般的淬火回火就可以,作用当然是增强弹性。
凸轮材料如何选择,廓线如何加工,热处理工艺如何
1、钝化处理:将凸轮轴表面浸泡在一定的化学溶液中,使其表面形成一层致密的氧化膜,从而提高其耐腐蚀性能。总的来说,不同的凸轮轴需要根据其使用要求和材料特性进行不同的热处理工艺选择。
2、廓线如何加工:用靠模加工。靠模的做法:过去时:划线、铣、钳工精修。划线、铣、工具磨做工具精磨。现在是:用线切割。
3、正确选择切削液种类和冷却工艺参数,对砂轮在磨削过程中的机械磨损、化学侵蚀和热损伤的程度将产生非常大的影响。尤其是在凸轮轴上同时具有凹面凸轮(也被称作负曲率半径(NROC)凸轮)的情况下,设备供应商一般都建议采用双磨头全数控磨床。
4、凸轮轴经表面热处理:可较大地提高零件的扭转和弯曲疲劳强度和表面的耐磨性。感应加热淬火变形小、节能、成本低、劳动生产率高、淬火机可放在冷加工生产线上,便于生产管理。
到此,以上就是小编对于凸轮加工工艺过程有哪些的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏