本篇目录:
生产过程中出现异常情况及偏差如何处理。
1、生产计划的异常 如若出现生产计划异常,生产车间应根据计划进行调整,迅速合理的做出工作安排,保证生产效率,确保总产量不变。
2、生产原材料异常处理:加强原材料的进厂检验和使用前核对工作,确保每道工序使用物料的正确性。
-图1")
3、生产计划的异常处理 根据市场发展的趋势,在制定生产计划时要具有一定弹性,以便出现异常时可以根据实际情况迅速合理的调整计划。
4、偏差出现的原因,一般包括生产过程工艺条件发生偏移、变化;生产过程中设备突发异常;原材料质量波动;检验手段偏移等等。出现偏差时应该及时进行调查,查明原因并判断偏差严重程度,判定其对产品质量的影响程度,然后做出处理决定。
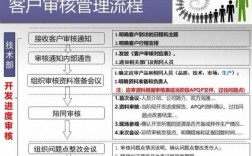
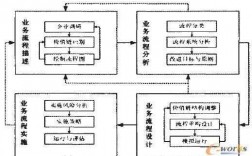
现场异常管理的四个关键步骤
现场异常管理的四个关键步骤:首先得有品质人员开出异常单,对异常处理结果产线工程人员进行分析。把分析结果对生产结果的风险性进行判断研究。对产生原因进行详细分析描述。
第一步:异常情况的记录和汇总。制程品质异常一旦被发现,需要立即记录异常情况并进行汇总,以便后续的处理。第二步:品质异常的分析和原因排查。根据异常情况的记录和汇总,进行深入的分析,并尽快确定造成异常的原因。
-图2")
建立有效沟通机制是快速找出生产异常发生原因的关键措施之一。不论是否发生生产异常现象,企业管理者都应树立“以人为本”的态度,建立一个长效沟通机制。有则修正,无则加勉,积极应对。
风险管理的四个流程是:风险识别、风险评估、风险应对、风险监测和复审。风险识别:通过对组织所面临的不确定性或可能影响业务成功的事件进行识别和评估,确定关键风险。
电池包车间异常处理三原则
异常处理的3原则是:能处理就早处理,抛出不去还不能处理的就想法消化掉或者转换为RuntimeException处理。因为对于一个应用系统来说,抛出大量异常是有问题的,应该从程序开发角度尽可能的控制异常发生的可能。
第三,预防为主原则。预防为主是指在日常工作中,采取预防措施,避免或减少异常情况的发生。预防为主原则可以减少突发事件对组织带来的影响和损失,也能提高员工的安全和健康保障。
-图3")
异常处理的3原则是停止、报告、等待。如果可以处理,就应该早点处理。如果不能处理它,则应该将其消化或转换为runtimeException。因为对于应用程序系统来说,抛出大量异常是有问题的。
排除法---排除共同点,寻找差异性,着重调查(此方法用于大范围内的单独某个小范围异常。如不同楼层的生产品质异常,不同时段的品质异常,甚至不同地域等等。
三不原则是指:不接受不合格品、不制造不合格品、不流出不合格品 不接受不合格品 员工在生产加工之前,先对前道传递的产品按规定检查其是否合格,一旦发现问题则有权拒绝接受,并及时反馈前道工序。
.1.1在各检验站点、老化、高压测试站点不良达到或超出管控标准时,由品保在10分钟内向相关责任部门发异常处理单。
班组长发现车间在生产过程中出现异常该怎么处理
1、先判断是否危害到员工的安全,如有应停止作业,上报调度。
2、生产计划的异常 如若出现生产计划异常,生产车间应根据计划进行调整,迅速合理的做出工作安排,保证生产效率,确保总产量不变。
3、如果出现的不良以前从未发生过的,班组长无法确定产品不良的程度,就有必要暂时停止生产线的生产,并立即向上级领导汇报,等待领导下达处理意见,这样就能避免不良品数量的增多。
到此,以上就是小编对于车间异常情况处理制度的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏