本篇目录:
钳工工件的加工步骤
确定基准,锉评基准。划线。钻孔。锯切。锉评加工表面。
不同的工件有不同的加工工序,不过一般工序是看图(看工件轮廓,分析尺寸)——下料——作基准——划线——粗加工——精加工——对图纸——检活(合格后交工)。
-图1")
钳工重点操作流程如下:使用手工工具在台虎钳上、平台上对工件进行各种加工,有时对设备进行维修。
钳工实训制造榔头步骤有哪些?
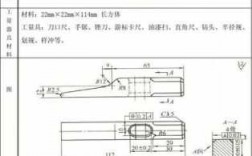
圆钢下料;锻打毛坯;(粗加工毛坯形状,锯、锉)调质处理;精加工(锯、锉、钻孔、锉孔、倒角倒圆);淬火处理;抛光处理;安装榔头柄。
按照以下六个步骤操作。将锤头毛坯下料到150,夹持在台钳上,铣出第一个平面。依次铣出四个平面,钳工划线,画出鸭嘴处斜面的界限,在台钳上校正后铣出斜面。
首先把短铁棍锯成锤子头的形状,再打磨光滑,最后装上长木棍,当成锤子的把手即可。具体做法如下,首先准备材料:短铁棍、长木棍、锯子、钻孔工具、打磨工具。
-图2")
钳工加工步骤,求解答,很急
1、先凸件后凹件 凸件借助锯,锉,游标卡尺,R规、直角刀口尺等工量具,保证平面度,平行度,圆度以及尺寸 凹件先把外形做出来,满足形位公差要求,再画线,钻排孔,用錾子錾掉多余部分。
2、钳工的基本操作如下:钳工作业主要包括錾削、锉削、锯切、划线、钻削、铰削、攻丝和套丝(见螺纹加工)、刮削、研磨、矫正、弯曲和铆接等。钳工是机械制造中最古老的金属加工技术。
3、不同的工件有不同的加工工序,不过一般工序是看图(看工件轮廓,分析尺寸)——下料——作基准——划线——粗加工——精加工——对图纸——检活(合格后交工)。
4、钳工重点操作流程如下:使用手工工具在台虎钳上、平台上对工件进行各种加工,有时对设备进行维修。
-图3")
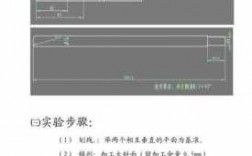
5、确定基准,锉评基准。划线。钻孔。锯切。锉评加工表面。
钳工-制作凹形板全部过程
钳工凹凸件的制作工艺步骤为首先要进行划线因为是一个配合件,其二是据割,第三是粗锉削,第四精锉进行配合,直到凹面和凸面能够配合起来达到设计要求,这个工件就算制作完毕了。
先凸件后凹件 凸件借助锯,锉,游标卡尺,R规、直角刀口尺等工量具,保证平面度,平行度,圆度以及尺寸 凹件先把外形做出来,满足形位公差要求,再画线,钻排孔,用錾子錾掉多余部分。
锯割,锯出凹凸两处外形。锯中间锯缝。钢锯 6锉削凸件,保证尺寸,并依据凸件尺寸锉削凹件。锉刀 7修棱倒角。
打孔后的工艺为:先干凸件、先锯凸件一边后锉削至公差在干另一面、将锯条伸进凹件排料孔切削、配合时要注意对称度~心得:燕尾配虽然只是中级工的工件,却是大部分复杂工件的基础,就像伯乐眼中的千里马,他们相辅相成。
划线,留住半圆部分,锯掉多余的料。凹形面用钻排孔的方法錾掉。加工凹形面,根据凸件的公差,严格空着凹形面的深度和宽度的公差要求。加工圆弧部分,先按圆弧线粗加工,准备好R规再使用什锦锉修锉,清角。
方法/步骤 将工件夹在台虎钳上。钳工如何搓平面 用锉刀来回搓,如果余料多的话,用大锉刀。余料少的话,用小锉刀。钳工如何搓平面 若要将面搓平,其实原理和杠杆的原理差不多。
钳工正六边形的制作方法
首先下料(用锯弓锯),然后画线(用分度头+划线尺),然后夹在虎钳上粗加工(用粗锉刀或打磨机根据划的线加工出粗胚六方),再用细锉刀半精锉和精锉精加工(修出正六六方体)。
按要求划圆,并六等分,各点首尾相连即划出正六边形。要两面划线。加工六方体的六个面时,要先加工平行面,保证精度,然后加工相邻面。加工相邻面时保证120°的夹角,再加工相邻面的平行面。
正六边形公母配的制作,胚料为两块正方型。作业时所用到的划线工具,及量具如何划线(找划线基准)如何参照和控制尺寸公差、形状误差、及公母之间的配合间隙诚心请教这方面的... 正六边形公母配的制作,胚料为两块正方型。
钳工锉削外六角体 1. 锉削外六角体的方法 )划线锉削外六角体 对初学者而言,划线锉削六角体是十分必要的,因为它有利于操作者形成六角体的形体概念,促进划线及锉削技能以及测量技术的巩固和提高。
到此,以上就是小编对于钳工工件的加工步骤的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏