本篇目录:
- 1、高精度五金冲压件的制造流程都有哪些内容?
- 2、冲压模具的工作原理是什么?
- 3、冲压铆接原理
- 4、材料冲压基本工序有哪些,各完成什么工作?
- 5、冲压工艺的分离工序和成型工序是什么?
- 6、冲压模的工作原理是怎样的?
高精度五金冲压件的制造流程都有哪些内容?
一般先根据表面的精度和粗糙度要求选定最终工艺方法,然后再确定精工前准备的工序,即确定最终方案。
冲压五金件的制造流程及工艺步骤:分析零件工艺图纸设计并绘出五金工件的零件三视图和工件展开图,其作用是用图纸方式将其板金件的结构表达出来。
-图1")
五金冲压件的工序包括冲裁、弯曲、拉深、成形、精整等工序。冲压件加工的材料主要是热轧或冷轧(以冷轧为主)的金属板带材料,例如碳钢板、合金钢板、弹簧钢板、镀锌板、镀锡板、不锈钢板、铜及铜合金板、铝及铝合金板等。
冲压件制造流程:根据材质、产品结构等确定变形补偿量。根据补偿量设计模具冲压出成品或半成品。加工半成品至成品。不良现象包括裂纹、起皱、拉伤、厚度不均、不成型等。
冲压模具的工作原理是什么?
冲压模具又被称之为冷模,它是利用冲压机压力作用在模具上,使放在模具中的金属产生形状的变化。
冲压是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。冲压和锻造同属塑性加工(或称压力加工),合称锻压。
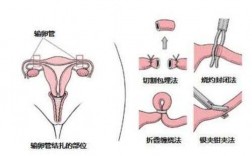
-图2")
首先内滑块链接模具凸模具,外滑块带动模具上的压边圈,在动作拉伸时压边圈首先压住钢板边缘,内滑块带动模具进行拉伸运动。液压压力机又称液压形成压力机。
他的工作原理很简单,就是电机带动曲轴一端的大飞轮,曲轴带动压力机上工作台做往复运动,大飞轮旋转使其具备了一定的“势能”,冲压的瞬间飞轮“势能”转换成冲压能。滑块(上工作台)往复运动的距离我们称冲床的行程。
冲压铆接原理
1、铆接机铆接的原理概括的讲是通过铆头与工件的挤压产生所需的变形。其挤压过程与普通的冲压、滚压过程有较大区别。普通方法为强力瞬间变形,这就要求设备的吨位要大、铆件结构要进行改进来提高抗不良变形的能力。
2、冲压模具的原理 冲压--是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生 分离或塑性变形,从而获得所需零件的一种压力加工方法。
-图3")
3、冲压是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。冲压和锻造同属塑性加工(或称压力加工),合称锻压。
4、工作原理 马达铁芯模具,铁芯作为电机制造的核心部件,在整个马达里面起到了举足轻重的作用,因此,作为实现铁芯批量生产的铁芯模具,更是关键。
材料冲压基本工序有哪些,各完成什么工作?
板料冲压的工序主要包括:模具设计制作、原材料准备、成型、整形和切割等。具体来说,冲压工艺的步骤如下:设计制作冲压模具。
冲裁:使板料实现分离的冲压工序(包括冲孔、落料、修边、剖切等)。弯曲:将板料沿弯曲线成一定的角度和形状的冲压工序。
基本工序:冲孔、落料、切断、切口、切边、剖切、整修等。
而变形类工序是使冲压毛坯在不产生破坏的前提下发生塑性变形,以此来获得所要求的形状、尺寸以及精度的冲压加工方法。分离类工序:主要是包括冲裁(冲孔、落料)、切口、切断、切边、剖切等工序。
我有位朋友是在伟鸿业做冲压件的,据他所知,冲压件主要分为冲裁、弯曲、拉伸以及局部成型这四个步骤。首先冲裁,是使板料实现分离的冲压工序,其次弯曲是将板料沿弯曲线弯成一定的角度和形状的冲压工序。
主要冲压工序有:下料、抽引、折弯、切边、打凸点、冲记号、压毛边、冲压铆合、侧冲压平、卷圆压平、压线、剪断、正面压印、反面压印。板料冲压是利用压力,使放在冲模间的板料产生分离或变形的压力加工方法。
冲压工艺的分离工序和成型工序是什么?
1、分离工序是指坯料在冲压力的作用下,变形部位的应力达到抗拉强度以后,是坯料发生断裂而产生分离,从而获得所需形状与尺寸的工件的冲压工序。
2、冲压工艺可以分为分离工序和成型工序两大类。冲压工艺是一种金属加工方法,它是建立在金属塑性变形的基础上,利用模具和冲压设备对板料施加压力,使板料产生塑性变形或分离,从而获得具有一定形状、尺寸和性能的零件(冲压件)。
3、分离工序、成型工序的区别。特点都是分离现象发生。主要不同是分离工序发生了断裂分离,成形工序只是发生了塑性变形,而未发生断裂分离。分离工序和成形工序特点是冲压过程中只有分离现象发生,没有空间形状的根本改变。
4、冲压工艺的基本工序可分为离类工序和变形类工序。根据冲压加工过程中变形性质的不同,冲压加工主要划分为分离类工序和变形类工序两大类。
5、分离工序——是指坯料在冲压力作用下,变形部分的应力达到强度极限σb以后,使坯料发生断裂而产生分离。分离工序主要有剪裁和冲裁等。
冲压模的工作原理是怎样的?
冲压模具又被称之为冷模,它是利用冲压机压力作用在模具上,使放在模具中的金属产生形状的变化。
冲压--是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。冲压模具是冲压生产必不可少的工艺装备,是技术密集型产品。
冲压是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。冲压和锻造同属塑性加工(或称压力加工),合称锻压。
他的工作原理很简单,就是电机带动曲轴一端的大飞轮,曲轴带动压力机上工作台做往复运动,大飞轮旋转使其具备了一定的“势能”,冲压的瞬间飞轮“势能”转换成冲压能。滑块(上工作台)往复运动的距离我们称冲床的行程。
下模座是下模底面的板状零件,工作时直接固定在压力机工作台面或垫板上。刃壁 刃壁是冲裁凹模孔刃口的侧壁。刃口斜度 刃口斜度是冲裁凹模孔刃壁的每侧斜度。气垫 气垫是以压缩空气为原动力的弹顶器。
到此,以上就是小编对于冲压工艺流程简介的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏