本篇目录:
技术与计量(安装):球罐的知识介绍(一)
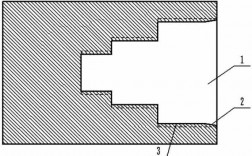
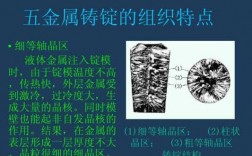
1、(1)球罐本体。 球罐本体是球罐结构的主体,它是球罐储存物料承受物料工作压力和液体静压力的构件。由于球壳体直径大小不同,球壳板的数量也不一样,球壳有环带式(橘瓣式)、足球瓣式、混合式结构三种形式。
2、球形容器由数块弓形板拼焊而成,承压能力好,但由于安置内件不方便和制造工艺复杂,多用作承受一定压力的大中型储罐。
-图1")
3、型材、板材、管材和线材 (一)型材 普通型钢可分为冷轧和热轧两种,其中热轧最为常用。型材按其断面形状分为圆钢、方钢、六角钢、角钢、槽钢、工字钢和扁钢等。
4、《建设工程技术与计量》 :工程地质、工程构造、工程材料、施工技术等专业技术,运用相关专业知识和工程量计算规则对建设工程进行计量。
5、单项选择题(共40题,每题1分。每题的备选项中,只有一个最符合题意)耐蚀(酸)非金属材料,除具备良好的耐蚀性能外,还具有的性能为( )。
6、技术与计量从2019年起将开四门专业课,一个是土建,一个是安装,一个是交通运输工程, 一个是水利工程。
-图2")
车身焊接工艺及夹具分析实验
低温钢制球罐焊缝金属对焊接热输人量较敏感,因此应严格控制焊接电流、焊接速度,严格控制焊接热输人量不得超过焊接工艺评定报告上的最大值。
冲压焊。在汽车焊接工艺中,基本车身、车架、侧围、五门一罩等等所有大件的焊接均由此种焊接工艺来完成。
焊接电流和通电时间直接关系到焊接部位的热量,一般可以通过焊接后的焊点颜色就可以判断电流与焊接时间的大小。
球罐的装配顺序是什么?
1、球罐环带组装法一般分两种,一种是在预制厂先将各环带预制成型,然后运输到现场组装,这种方法常受各种限制,比较大的球罐很少采用。大多数施工单位一般都是在现场进行预制并组装。
-图3")
2、装配顺序应该符合产品结构和设计要求,按照从简单到复杂、从小到大、从内到外的逻辑顺序进行。首先组装基础结构或主体部件,再逐步添加附件和细节部件,确保每一步的装配都是前一步的基础。
3、【答案】:B 分带法适用于400-1500m3的球罐组装。由于它需要有大型起重机械,带间环缝易出现组对错边超标,目前已较少采用。
到此,以上就是小编对于球罐安装全过程图片的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏