本篇目录:
切削过程中工件上会形成三种表面
1、过渡表面(加工表面)、已加工表面、待加工表面。
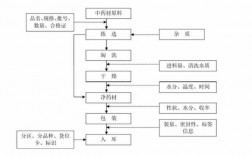
2、车削:主要形成圆柱面、圆锥面、螺旋面、平面;加仿形样板可以形成变径圆滑的工艺造型面;改变工件装卡位置还可以铣键槽,飞刀挑涡轮;刨床:主要刨平面,通过画线可以刨齿形面,燕尾槽等。
-图1")
3、机械零件的表面形状不外乎是几种基本形状的表面:平面、圆柱面、圆锥面以及各种成形面。当精度和表面粗糙度要求较高时,需要在机床上用刀具经切削加工而形成。
4、车削加工主要用于加工回转类零件及加工工件的内外圆柱面、端面、圆锥面、成形面和螺纹,回转类零件一般包括端面 、内孔面、外圆面和槽子等。
5、按表面形成方法,切削加工可分为刀尖轨迹法、成形刀具法、展成法三类。
在机械加工工艺过程中,如何安排热处理工序位置?
1、前面两个“时效”就不需要了,只是在淬火后先进行一次半精加工,然后进行时效,最后再进行精加工。
-图2")
2、热处理工序位置的安排如下:为改善金属的切削加工性能,如退火、正火、调质等,一般安排在机械加工前进行。为消除内应力,如时效处理、调质处理等,一般安排在粗加工之后,精加工之前进行。
3、合理安排热处理工序位置。热处理一般安排在毛坯制造、机械加工之后,如有退火、正火、调质等安排在粗加工之后,等温退火安排在粗加工与半精加工之间,淬火、渗碳、渗氮等安排在半精加工之后,而时效处理则可安排在精加工之后。
4、为了降低钢件的脆性,将淬火后的钢件在高于室温而低于710℃的某一适当温度进行长时间的保温,再进行冷却,这种工艺称为回火。
5、Cr工件淬火后应采用油冷,40Cr钢的淬透性较好,在油中冷却能淬硬,而且工件的变形、开裂倾向小。
-图3")
6、不同的零件,就有不同的加工工艺路线,其中就包括热处理工序在内。
机械加工的过程中为什么会有刀具振动现象
1、振动是在机械加工过程中,因机床工件或刀具发生周期性的跳动。
2、原因有几个:\r\n首先是刀具伸出太长,导致刀具刚度下降,挠曲变形不能忽略;\r\n刀具没有完全固定,同样导致刀具刚度不足。
3、引起刀具震动的因素很多,刀具形式和材料、工件材料、切削参数和刀具切削轨迹等都会引起刀具的震动。由于CNC加工中心其是采用软件进行锁住的,在模拟加工时,当按下自动运行按钮时在模拟界面并不能直观地看到机床是否已锁住。
4、原因是机床工件或刀具发生周期性的跳动。振动是宇宙普遍存在的一种现象,总体分为宏观振动(如地震、海啸)和微观振动(基本粒子的热运动、布朗运动)。一些振动拥有比较固定的波长和频率,一些振动则没有固定的波长和频率。
在加工过程中的产品怎样编制会计分录
借:原材料(或库存商品) 贷:委托加工物资 委托加工产品由委托方提供原料和主要材料。第一,由委托方提供原料和主要材料;第二,受托方只收取加工费和代垫部分辅助材料。只有同时具备这两个条件的,才属于委托加工产品。
支付加工费、运杂费时,编制如下会计分录:借:委托加工物资。贷:银行存款。如果属于受托加工,收取的加工费计入“主营业务收入”科目。结算收取加工费分录:借:银行存款(应收账款)。贷:主营业务收入。
分配辅助生产成本时 借:生产成本—基本生产成本 贷:生产成本—辅助生产成本 产品入库成本核算也在月末汇总:借:库存商品 贷:生产成本 销售成本结转也可在月末汇总:借:主营业务成本 贷:库存商品。
到此,以上就是小编对于食物在加工过程中的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏