本篇目录:
钳工锤子加工步骤怎么写
首先车削锤柄。其次砂纸抛光打磨。然后再锤柄手握区域滚花(最终锤柄完成)。然后再备选块状的钢材料作为锤头胚子。然后再锤头打孔钻丝。最后完成锤子。
首先把短铁棍锯成锤子头的形状,再打磨光滑,最后装上长木棍,当成锤子的把手即可。具体做法如下,首先准备材料:短铁棍、长木棍、锯子、钻孔工具、打磨工具。
-图1")
钳工划线:每加工零件的首道工序都需要对零件进行找基准划线,将零件放在平台上,用卡尺、半尺、卷尺进行找基准测量做标记,然后用划针在零件上划线。
丝锥是专门用来加工小直径内螺纹的成形刀具。板牙是加工外螺纹的刀具,由合金工具钢9SiCr制成并经热处理淬硬。其外形像一个母螺母,只是上面钻有几个排屑孔,并形成刀刃。
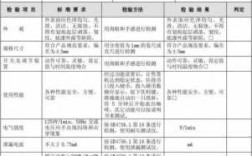
检查来料尺寸。按图样要求锉准长方体。以长面为基准锉一端面,达到基本垂直,表面粗糙度R。≤2μm。以一长面及端面为基准,划出形体加工线(两面同时划出),并按图样尺寸划出4—3×45°倒角加工线。
钳工实训制造榔头的步骤有:检查坯料。锯、锉出长方体外形,并修整—端面,达到尺寸要求和垂直要求。划出4—R2倒角线并挫削加工达到图纸要求。划线加工,达到各形面连接圆滑、光洁、纹理齐正并与侧面垂直。
-图2")
制作锤子需要哪些加工工艺?
圆头手锤的加工工艺步骤如下。三爪卡盘加持圆钢车削加工锤形后切断。四爪卡盘(三爪卡盘要计算偏心量)加持锤头钻车加工手柄孔,柄孔一端车削锥孔(手锤厚度四分之一)。修圆锤形。
首先车削锤柄。其次砂纸抛光打磨。然后再锤柄手握区域滚花(最终锤柄完成)。然后再备选块状的钢材料作为锤头胚子。然后再锤头打孔钻丝。最后完成锤子。
使用车床削出锤柄,这是车床操作里面的基础。使用砂纸来回打磨锤柄,知道不刮手为止。准备好做锤头的方钢料,接下来开始做锤头。在方钢料上打孔,注意螺纹顺序不要做错了。
钳工锤子加工步骤如下:准备圆柱体作为制作钳工锤子的原料。画矩形:圆柱体底面上使用标尺或其他测量仪器,在合适位置上画一矩形。
-图3")
制作工具:钢锯、台虎钳、台钻、钢锉、钢板尺、直角钢尺、划针、铁锤、刷子、钢刷等。截取长260cm的方钢,用钢锯将其从中间锯开,分成两段,取其中的一段。
手工锤子做法如下:一般木锤的锤头,选择一些硬度高韧性好,且木纹纹路显乱不容易裂的木头,如榉木、黄檀木、枣木、香柏木等。锤头大小设计跟自己需求而定,这里设计捶头为8*10*15cm。
求钳工里小锤子的做法
1、首先把短铁棍锯成锤子头的形状,再打磨光滑,最后装上长木棍,当成锤子的把手即可。具体做法如下,首先准备材料:短铁棍、长木棍、锯子、钻孔工具、打磨工具。
2、钳工锤子加工步骤如下:准备圆柱体作为制作钳工锤子的原料。画矩形:圆柱体底面上使用标尺或其他测量仪器,在合适位置上画一矩形。
3、丝锥是专门用来加工小直径内螺纹的成形刀具。板牙是加工外螺纹的刀具,由合金工具钢9SiCr制成并经热处理淬硬。其外形像一个母螺母,只是上面钻有几个排屑孔,并形成刀刃。
制作羊角锤的步骤与方法
1、第十二步:钻孔,攻丝 然后用台钻对着后对着钻孔进行加工攻丝处理。上面就为羊角锤的制作过程,可以根据图解一步步尝试做一下。
2、步骤1:凿锤孔 先找一块合适的方铁料,用钢丝锯锯一块30*30*130mm的铁坯料,用于制作锤头之用。
3、羊角锤把安装步骤:羊角锤的锤头与把柄连接必须牢固,凡是锤头与锤柄松动,锤柄有劈裂和裂纹的绝对不能使用。
4、锤:羊角锤和安装锤。锉和砂纸:木工锉和1240、400号砂纸。尺、划线器和墨斗:推荐日本亲和直尺,亲和多功能角尺,维塔斯划线器,木工活尺,田岛卷尺,田岛墨斗。
金工实习锤柄的详细制作过程,急求!!
制作工具:钢锯、台虎钳、台钻、钢锉、钢板尺、直角钢尺、划针、铁锤、刷子、钢刷等。截取长260cm的方钢,用钢锯将其从中间锯开,分成两段,取其中的一段。
四道工序。“锤柄”是由两片贝壳组成的,制作的流程环节与时序小铁锤加工过程划分为三个环节,四道工序。工业(industry)主要是指原料采集与产品加工制造的产业或工程。
上面是个鸭嘴状的锤子?要是的话,就是先划线,挫四边,锯斜口,钻锤柄口,最后锉刀修正到尺寸。说的有点简单啊,你也可以搜索一下设备人论坛,加入上面的设备人家群,群里电工、钳工高手多了,可以指点你一下的。
第另一种把柄的制作方法,将液体乙烯倒在包鱼模具内的锤柄上,乙烯硬化以后会附着在锤子上,模具会留下小凹洞时,锤子更容易握住模去硬化的建处乙烯,并给刀柄做出轮廓。
到此,以上就是小编对于钳工手工锤子的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏