本篇目录:
- 1、数控机床的工作过程分为哪几步?
- 2、数控铣床加工的一般步骤是什么?
- 3、三菱系统数控铣床基本操作流程是怎么样的,求神们指点:
- 4、铣削平面的加工过程
- 5、铣床是怎样加工零件的啊?
- 6、铣床主轴的加工方法?
数控机床的工作过程分为哪几步?
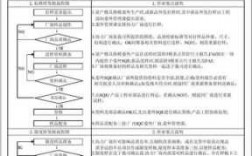
1、数控机床的工作过程分为:准备阶段,编程阶段,准备信息载体,加工阶段。点位控制数控机床的特点是机床移动部件只能实现由一个位置到另一个位置的精确定位,在移动和定位过程中不进行任何加工。
2、开机:一般是先开机床,再开系统。有的设计二者是互锁,机床不通电就不能在CRT上显示信息。回参考点:对于增量控制系统的机床,必须首先执行这一步,以建立机床各坐标的移动标准。
-图1")
3、你好!查看交接班记录,或者向前一个班的人现场了解机床的状况。检查机床是否处于安全状态,检查工作场地是否满足要求。准备工作中所需的物品。开机、回原点。如果是冬天,机床需要低速运转几分钟。
4、数控系统的工作流程:输入:零件程序及控制参数、补偿量等数据的输入,可采用光电阅读机、键盘、磁盘、连接上级计算机的DNC接口、网络等多种形式。CNC装置在输入过程中通常还要完成无效码删除、代码校验和代码转换等工作。
5、定期清洗数控机柜的冷却和通风系统。定期监控数控系统的电网电压:电网电压在额定值的85%到110%之间。定期更换蓄电池。数控系统长期不用时的维护:经常给数控系统加电或让数控机床运行预热程序。
6、.数控铣床一般操作步骤(l)书写或编程加工前应首先编制工件的加工程序,如果工件的加工程序较长且比较复杂时,最好不要在机床上编程,而采用编程机或电脑编程,这样可以避免占用机时,对于短程序也应写在程序单上。
-图2")
数控铣床加工的一般步骤是什么?
(2)编程阶段根据加工工艺信息,用机床数控系统能识别的语言编写数控加工程序(对加工工艺过程的描述),并填写程序单。
(3)回参考点对于带有增量控制系统的机床(使用增量位置检测元件),必须首先执行此步骤,以建立机床各坐标的移动参考。
数控机床的工作过程分为:准备阶段,编程阶段,准备信息载体,加工阶段。点位控制数控机床的特点是机床移动部件只能实现由一个位置到另一个位置的精确定位,在移动和定位过程中不进行任何加工。
监控加工过程:在加工过程中,需要随时监控加工状态,确保加工质量和安全。 完成加工:当加工完成后,停止数控铣床的运行,取出加工好的工件。 关闭电源:将数控铣床的电源关闭。
-图3")
三菱系统数控铣床基本操作流程是怎么样的,求神们指点:
1、三菱的没搞过,法兰克的用WHILE 与GO TO 语句,用宏程序来写。不过数控的都差不多啦。把机床说明书拿来看一下就知道了,如果知道型号 直接到那家公司下载技术支持文档。
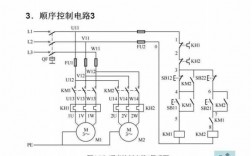
2、在机床上编辑画面打开程序,光标移到需要开始的对方,按INPUT键,再按程序启动开始加工。直接在机床主面板上手动编程,主面板主菜—编辑键——功能键——新建(打开)就可以在右边进行手动编辑程序。
3、可以将参数#11031设为1,再在启动程式之前,先搜索到程序,然后编辑将光标移到M01下一行,再按程序启动,它就从当前光标处开始加工。
4、WM系列是铣床系统 绝对指令和相对指令为G90和G910i和18i编程上基本差别不大具体可以看看FANUC相关系统的操作说明书。常用M代码说明如下。① M00指令。
铣削平面的加工过程
确定铣削方法,选择铣刀 在卧式铣床上用圆柱形铣刀周铣平面时,圆柱形铣刀的宽度应大于工件加工表面的宽度。用端铣刀铣平面时,端铣刀的直径应大于工件加工面的宽度,一般为它的2-5倍。
铣削平面的加工过程就是选择合适的铣削工具、确定加工路径即可。根据加工要求选择合适的铣刀,例如端铣刀、立铣刀等。根据设计图纸和加工要求,确定加工路径。这通常包括确定需要加工的表面、深度和顺序。
铣平面的方法和步骤:在卧式铣床上铣平面应使用圆柱铣刀。圆柱铣刀分为直齿和螺旋齿两种,由于直齿切削每次只有一个齿进行切削,不如螺旋齿切削平稳,因而多用螺旋齿圆柱铣刀铣削平面。
一般要先用百分表将平口钳的固定钳口和主轴轴线找平行,然后将要铣的工件加上或压住,即可铣加工。
五种方法,分别是:铣削平面的加工主要有五种方法,分别是:车削、铣削、刨削、拉削和磨削。铣削是指使用旋转的多刃刀具切削工件,是高效率的加工方法。
在车床上还可用钻头、扩孔钻、铰刀、丝锥、板牙和滚花工具等进行相应的加工。车床主要用于加工轴、盘、套和其他具有回转表面的工件,是机械制造和修配工厂中使用最广的一类机床加工。
铣床是怎样加工零件的啊?
.数控铣床一般操作步骤(l)书写或编程加工前应首先编制工件的加工程序,如果工件的加工程序较长且比较复杂时,最好不要在机床上编程,而采用编程机或电脑编程,这样可以避免占用机时,对于短程序也应写在程序单上。
卧式铣床可用各种圆柱铣刀、圆片铣刀、角度铣刀、成型铣刀和端面铣刀加工各种平面、斜面、沟槽等。
铣削加工的加工范围比较广泛,主要用来加工平面,垂直面,斜面),台阶面,沟槽(键槽,燕尾槽,T形槽等),也可进行钻孔,铰孔。
在铣床上利用铣刀的旋转和工件的移动对工件进行切削加工的方法称为铣削。铣削是金属切削加工常用的方法之一。
铣床主轴的加工方法?
焊接。铣床主轴单件生产采用焊接方法制造毛坯,应结合车间的生产能力合理的选择毛坯。铣床(millingmachine)主要指用铣刀对工件多种表面进行加工的机床。通常铣刀以旋转运动为主运动,工件和铣刀的移动为进给运动。
铣床加工的方法有立铣和卧铣。对应的机床有立式铣床和卧式铣床。卧式铣床可用各种圆柱铣刀、圆片铣刀、角度铣刀、成型铣刀和端面铣刀加工各种平面、斜面、沟槽等。
一般有以下三种方法:(1)当中心通孔直径较小时,可直接在孔口倒出宽度不大于2mm的60度锥面来代替中心孔。若中心通孔直径较大,则可视具体情况采用其他方法。
可采用MDI方式逐段输人、逐段加工。另外,程序中用到的工件原点、刀具参数、偏置量、各种补偿量在加工前也必须输人。(5)程序的编辑输人的程序若需要修改,则要进行编辑操作。
到此,以上就是小编对于数控铣床加工过程中刀具损坏换刀如何对刀的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏