本篇目录:
- 1、汽车车身焊接工艺流程?
- 2、焊接的工艺流程和步骤
- 3、焊接过程与操作步骤是什么?
- 4、焊接工艺是什么?
- 5、焊接工艺有哪些
汽车车身焊接工艺流程?
在焊接时间内,焊接电流被接通并通过被焊接的金属板,然后电流被断开。
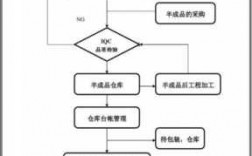
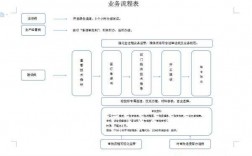
在汽车的生产过程中,车身的组装是非常重要的一个步骤。车身的焊接是车身组装的重要工序之一,通常可以分为主焊接和次焊接。主焊接是指对车身重要的结构部位进行的焊接工作,这些部位通常承担着车身承载、抗震等关键性能。
-图1")
每一个工序大多都是先经过冲压成形,然后再经过冲孔、切边、翻边等等工序,最后才会成为所需要的工件。焊接工艺:在汽车车身制造中应用最广的是点焊。
汽车生产线分分装线和主焊线。分装线分前舱、前底板、后底板、左侧围、右侧围、纵梁、门盖。主焊线负责将各个班组生产的件拼接成车身。主焊线将车身焊接好后,会到调整线。调整线负责安装四门、发盖以及各种螺母。
车身基础工艺必须了解车身的制造材料和车架的焊接工艺,才能选择合适的钣金维修方法。现代 汽车与传统汽车在车身材料和车架焊接技术上的差异导致了维修模式的改变。
焊接的工艺流程和步骤
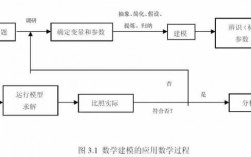
1、组焊、焊接的基本步骤及各步骤注意事项,比如点焊的焊脚大小,焊接间距。焊接时的焊接顺序,焊缝大小,以及一些其他需要保证的基本尺寸,垂直度及长度。焊接工艺参数规定,包含焊接电流、焊接电压、焊接速度、气体流量等。
-图2")
2、手工焊接的步骤如下:准备工作:确定需要焊接的工件和焊接材料,清洁和处理焊接表面,确保表面干净、无油污和氧化物。准备焊接设备:选择适合的焊接设备,包括焊接机、焊枪、焊条、电极和防护设备等。
3、左手拿焊丝,右手握烙铁,进入备焊状态。要求烙铁头保持干净,无焊渣等氧化物,并在表面镀有一层焊锡。加热焊件 烙铁头靠在两焊件的连接处,加热整个焊件全体,时间大约为 1 ~ 2 秒钟。
4、(2)手工焊接操作步骤 在电子制作中,常把手工锡焊过程归纳成八个字:“一刮、二镀、三测、四焊”。 1)刮——就是在焊接前做好被焊元器件或导线等表面的清洁工作。
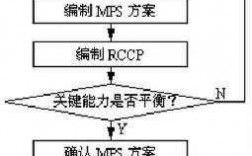
5、手工电弧焊接操作包括引弧、运条和收弧等步骤,具体操作过程是:引弧;划擦引弧焊条与工件接触,像划火柴在工件表面轻微滑动一下,此时短路电流电阻热较大引燃电弧,然后迅速抬高电弧2-4毫米。使焊接电弧稳定燃烧。
-图3")
6、焊接方法和步骤:准备施焊:焊接之前首先要检查电烙铁,烙铁头要保持清洁,处于带锡状态,即可焊状态。一般左手拿焊锡丝,右手拿电烙铁,将烙铁头和焊锡丝靠近,处于随时可以焊接的状态,同时认准位置。
焊接过程与操作步骤是什么?
定位焊 在需要焊接的部位进行定位焊,保证焊缝位置准确、焊缝长度适中。 引弧 采用高频引弧或接触引弧的方式,将焊机输出端与焊件轻轻接触,然后迅速提起,使引弧点产生电弧。 焊接过程 控制电弧长度,使电弧在氩气的保护下稳定燃烧。
. 移开烙铁:当焊锡完全润湿焊点后移开烙铁,注意移开烙铁的方向应该是大致45°的方向。上述过程,对一般焊点而言大约二,三秒钟。
手工焊接的步骤如下:准备工作:确定需要焊接的工件和焊接材料,清洁和处理焊接表面,确保表面干净、无油污和氧化物。准备焊接设备:选择适合的焊接设备,包括焊接机、焊枪、焊条、电极和防护设备等。
焊接工艺是什么?
1、焊接工艺是指焊接过程中的一整套工艺程序及其技术规定。内容包括:焊接方法、焊前准备加工、装配、焊接材料、焊接设备、焊接顺序、焊接操作、焊接工艺参数以及焊后处理等。
2、埋弧焊(自动焊):埋弧焊(含埋弧堆焊及电渣堆焊等)是一种电弧在焊剂层下燃烧进行焊接的方法。
3、焊接,也称作熔接、镕接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。
4、焊接工艺是通过加热、加压,或两者并用,用或者不用焊材,使两工件产生原子间相互扩散,形成冶金结合的加工工艺和联接方式。焊接应用非常广泛,既可用于金属,也可用于非金属。
5、焊接工艺是指从下料,焊材准备,焊前清理,预热,点固,焊接参数选择如电流电压气流量等,层温控制,变形控制,施焊方法,焊接顺序,焊后热处理及检验等的控制方法一 焊前预热材料是否焊前预热 二 焊材选择。
6、压焊是在加压条件下,使两工件在固态下实现原子间结合,又称固态焊接。常用的压焊工艺是电阻对焊,当电流通过两工件的连接端时,该处因电阻很大而温度上升,当加热至塑性状态时,在轴向压力作用下连接成为一体。
焊接工艺有哪些
1、根据所焊金属材料的不同,埋弧焊用焊丝有碳素结构钢焊丝、合金结构钢焊丝。高合金钢焊丝、各种有色金属焊丝和堆焊焊丝。按焊接工艺的需要,除不锈钢焊丝和有色金属焊丝外,焊丝表面均镀铜,以利于防锈并改善导电性能。
2、MIG/MAG焊(熔化极惰性气体/活性气体保护焊):MIG焊原理——采用惰性气体作为保护气,使用焊丝作为熔化电极的一种电弧焊方法。保护气通常是氩气或氦气或它们的混合气。
3、焊接形式主要有以下几种形式: (1)气焊。所谓气焊,就是利用氧气和乙炔气混合燃烧所产生的高温火焰来熔接管口,因此气焊又称为氧乙炔焊或气焊。 (2)电弧焊。
4、埋弧焊(自动焊):原理——电弧在焊剂层下燃烧。利用焊丝和焊件之间燃烧的电弧产生的热量,熔化焊丝、焊剂和母材(焊件)而形成焊缝。
到此,以上就是小编对于焊接工艺过程中,正确的焊条选用方法为的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏