本篇目录:
- 1、车工工艺第五版学习题册答案
- 2、车工高级技师技术论文范文
- 3、金工工艺的一般操作过程
- 4、车工工艺操作规程
- 5、车刀怎么磨?
- 6、金属切削过程的三个要素是?
车工工艺第五版学习题册答案
1、标准群钻的形状特点是三尖七刃(A)。 A、两槽 B、三槽 C、四槽 D、五槽 1 为减少振动,用麻花钻改制的锥形锪钻一般磨成双重后角为(B)。
2、先找中心线,再看粗、实、细、虚线,再看直经、长度、内孔,倒角、表面粗糙度、、这一两句也说不好,你还是买一本《机械制图》再加《车工知识问题》《车工工艺学》。要理论加实践,多问问师父。
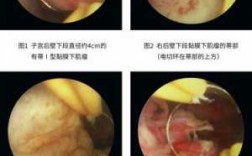
-图1")
3、C(n,m)=C(n,n-m)。(n≥m)排列组合是组合学最基本的概念。所谓排列,就是指从给定个数的元素中取出指定个数的元素进行排序。组合则是指从给定个数的元素中仅仅取出指定个数的元素,不考虑排序。
4、简答题(第82~83题,每题5分,满分10分。
5、今年2月底至6月初开展的数控工艺员培训为第十期全国数控工艺员培训;培训认证项目分为数控工艺员车工和数控工艺员铣工/加工中心;6月2日、3日为全国统考时间,分别进行车工、铣工/加工中心的理论知识和CAM集中考试。
6、小学数学应用题(写出过程)牧场上一片牧草,可供27头牛吃6周,或者供23头牛吃9周。
-图2")
车工高级技师技术论文范文
车工技术论文篇一 车工操作的能力结构 【摘要】近些年来,随着我国经济的发展与国际地位的不断提高,我国对各方面的技术研究工作也在逐渐的开展与加深。随着信息时代的到来,信息化似乎已经成为了这个时代发展的标志之一。
摘要 本文介绍一台丰田海狮IRZ汽车点火系断电器触点经常被烧蚀,造成发动机排气消声器放炮,废气排放严重,功率下降的故障,通过采用修理断电器和更换电容器的修复方法,克服了车辆断电器经常烧蚀的现象,消除了由此而引起的故障。
车工技师论文--用普通数控车床准确加工母线为非圆曲线的工件 摘要:讨论了用普通数控车床准确加工母线为非圆曲线工件的插补技术要点,编制了通用的加工程序生成软件。
金工工艺的一般操作过程
四道工序。“锤柄”是由两片贝壳组成的,制作的流程环节与时序小铁锤加工过程划分为三个环节,四道工序。工业(industry)主要是指原料采集与产品加工制造的产业或工程。
-图3")
铸造,铸造的工作主要是制作模具。钳工 ,钳工是技术性高且又十分累人的工种,大学生一般做锤子或螺母。车工,用车刀对工件进行加工,切割的操作练习。数控车就是通过编程来控制车床进行加工。
(1)了解砂型铸造生产过程。(2)了解零件、模样和铸件。(3)熟悉砂型的基本造型方法、造型工具的使用。(4)了解砂型的基本结构,浇注系统的组成及浇注工艺。(5)了解常见铸造缺陷的特征。
金工实训内容有:钳工实习 因为此次的实习成果是做团队做一个实验室的大铁桌,而以往的学长们则做的是一个锤子,或许这两个物件的工艺流程也不一样吧,指导老师对我们的讲解格外详细,最重要的是在安全方面的知识。
同时通过分析以确定技术要求是否过于严格,因为过高的精度和过小的表面粗糙度要求会使工艺过程变得复杂难度加大,增加不必要的投入。尺寸标注方法分析零件图的尺寸标注方法有局部分散标注法、集中标注法和坐标标注法等。
车工工艺操作规程
1、生操纵机床时,要有工人师傅在现场。使用卡量具及机床变速时,要停机。未经中心领导及有关人员许可,一律不能随便开动他人机床。凡加工钢、铸铁、铜的零件,要戴眼镜、口罩或采用防护挡板。
2、必须遵守机床一般安全规程,高速切削时要戴好防护镜。装卸卡盘及大的工、夹具时,床面要垫木板,不准开车装卸卡盘,装卸工具后立即取下,禁止用手刹车。床头、小刀架、床面不得放置工、量具及其它东西。
3、操作数控机床人员必须接受有关机床基本知识和安全教育:明白安全操作规程;了解数控机床的工作过程和操作方法;掌握各种控制按钮和指示灯功能及操作程序,方可操作机床。
4、主要课程:计算机基础、机械制图与CAD、电工与电子技术、车工工艺学、钳工工艺学、金属工艺学、车工操作实训、钳工操作实训等。
5、车工工艺是一车床进行加工的工序方法,车床是指以工件旋转为主运动,车刀移动为进给运动加工回转表面的机床。它可用于加工各种回转成型面,例如:内外圆柱面、内外圆锥面、内外螺纹以及端面、沟槽、滚花等。
6、车工工艺流程步骤 车工安全操作规程 必须遵守机床一般安全规程,高速切削时要戴好防护镜。装卸卡盘及大的工、夹具时,床面要垫木板,不准开车装卸卡盘,装卸工具后立即取下,禁止用手刹车。
车刀怎么磨?
(1)、先磨去前面、后面上的焊渣,并将车刀底面磨平,可用粒度号为24-36号的氧化铝砂轮。
车刀图见图1^圉 1 磨刀的步骤 (1)先把车刀前刀面。主后刀面和副后刀面等处的焊渣軎去。磨削时采用蛆粒度的氧化铝砂轮。 (2)粗磨主后刀面和副后川面的刀杆部分。
怎样磨车刀2007-09-21 20:07 车刀(指整体车刀与焊接车刀)用钝后重新刃磨是在砂轮机上刃磨的。磨高速钢车刀用氧化铝砂轮(白色),磨硬质合金刀头用碳化硅砂轮(绿色)。
金属切削过程的三个要素是?
切削三要素是指切削速度、进给量和切削深度(背吃刀量)。切削是指用切削工具(包括刀具、磨具和磨料)把坯料或工件上多余的材料层切去成为切屑,使工件获得规定的几何形状、尺寸和表面质量的加工方法。
切削三要素包括:切削速度、进给量、切削深度。
切削速度 vc 、进给量 f (或进给速度 vf ) 、背吃刀量ap。切削用量是切削时各运动参数的总称,包括切削速度、进给量和背吃刀量(切削深度)。
背吃刀量(切削深度)ap 待加工表面与已加工表面之间的垂直距离,单位mm。数控机床加工工件时,其切削用量都预先编入程序中,在正常情况下人工不予改变。
到此,以上就是小编对于车工工艺切削过程图的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏