本篇目录:
车刀怎样刃磨断屑槽详细操作步骤。
车刀的刃磨的方法和步骤讲解: \x0d\x0a\x0d\x0a(1)、先磨去前面、后面上的焊渣,并将车刀底面磨平,可用粒度号为24-36号的氧化铝砂轮。
(5)粗磨前面:以磨光片的端面粗磨出车刀的前面,并在磨前面的同时磨出前角。(6)磨断屑槽:断屑槽有两种,一种是直线型,适用于切削较硬的材料;一种是圆弧型,适用于较软的材料。
-图1")
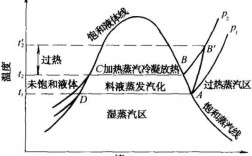
注意刀磨各角度,才能在切断时不产生擦碰,开槽要光滑6以上,槽深浅根据切削材料不同,硬度不同,切屑阻力不同决定。
精磨前面及断屑槽。目的是磨出车刀的前角、刃倾角和断屑槽。5精磨主后面和副后面。刃磨时将车刀底平面靠在调整好角度的台板上,将切削刃轻靠在砂轮端面进行刃磨。
wtk中文翻译
1、To plete this tutorial you will need to install Wtk 包含在一个可执行文件中。
2、WTK 的全称是Sun J2ME Wireless Toolkit —— Sun的无线开发工具包。这一工具包的设计目的是为了帮助开发人员简化j2me的开发过程。
-图2")
3、Q KS SHN WQ NNW QI ,I S CW FP !!如果你要放手,汉然我不会解放思想你,因为这是你的自由。
谁能给我发个《金属切削手册》上的资料
在这一过程中,始终存在着刀具切削工件和工件材料抵抗切削的矛盾,产生许多物理现象,如切削力、切削热、积屑瘤、刀具磨损和加工硬化等。
https://pan.baidu.com/s/1rVZwpgf1K7rhKMMAc8xxig 本手册系统、全面地介绍了各种金属切削刀具的结构及其设计,包括普通刀具和复杂刀具的设计。
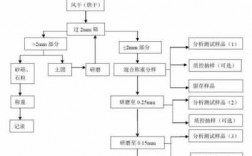
机械加工类书籍。例如:《金属切削手册》切削三要素是指切削速度 v c 、进给量 f (或进给速度 v f )、背吃刀量 a p 三者的总称,也称为切削用量三要素。《金属切削手册》书中有具体讲解。
-图3")
到此,以上就是小编对于简述切屑折断原理的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏