本篇目录:
磨剪刀的正确方法与技巧
1、方法1:玻璃杯拿一个光滑结实的玻璃杯或者汽水瓶,或者螺丝刀,然后放到剪刀片的中间。(磨剪刀过程中,玻璃有可能会损坏或碎裂,确保你不会介意。
2、选择细磨石或精细的油磨石,并把磨石侧放,洒点水。剪刀最好是能翻过来,刀刃向外的就翻过来,如果不能就不要翻。剪刀斜面与磨石成水平角度,在水平方向来回磨,手要稳。
-图1")
3、首先清理下剪刀,可以水洗。然后可以加些洗洁精。然后检查刀口,搞清磨什么部位。这把剪刀有三个角度,需要按①角度去磨。另一面自己动手时,一般不要磨。磨石放在平稳的地方,上在要加充足的水。
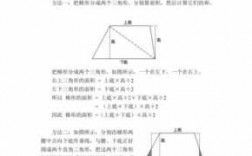
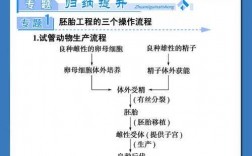
磨削过程分哪三个阶段?如何运用这一规律提高磨削生产率和减小表面粗糙度...
1、三个阶段啊,应该是挤压、切削、抛光三个阶段。如果要运用好这个规律,应该有一下几个原则。粗加工的时候,进刀量可以大一点,这样挤压力会大。粗加工的时候,砂轮修整要粗一点,这样切削力会高。
2、首次按定压进给珩磨:在定压进给中,进给机构以恒定的压力压向孔壁,在这个过程中可以分为三个阶段。
3、粗加工阶段:主要任务是切除毛坯上各加工表面的大部分加工余量,使毛坯在形状和尺寸上接近零件成品。因此,应采取措施尽可能提高生产率。
-图2")
车削过程与磨削过程的比较?
车削具有比磨削更高的效率,车削往往采用大切削深度、高的工件转速,其金属切除率通常是磨削加工的数倍。车削加工时一次装夹可完成多种表面加工,而磨削则需要多次安装,因此其辅助时间短且加工表面之间位置精度高。
刨削:是用刨刀对工件作水平相对直线往复运动的切削加工方法,主要用于零件的外形加工。刨削加工的精度为IT9~IT7,表面粗糙度Ra为3~6μm。磨削:是指用磨料,磨具切除工件上多余材料的加工方法。
综合所述,所以在加工中车削和磨削不是一个工序。
阐述磨削内孔的过程
内圆磨床磨削台阶孔时,要查看头架主轴的反转轴线与工作台纵向行程方向是否平行,不然内孔 端面会发生中凸或中凹。由于砂轮作连续横向切入,切削负荷添加,砂轮易钝化。
-图3")
在加工过程中,工件被夹在主轴上旋转,而刀具则沿着工件轴向移动,切削出所需的外螺纹。在加工过程中需要注意刀具的位置和切削力,以避免刀具断裂或切削质量不佳。
首先,把工件夹在磨床的三爪里边,把内孔校正以后夹紧。然后把小的砂轮高速旋转,利用试模削的方式对准刻度,然后就可以进行自动磨削了。
钻孔,铰孔,这种尺寸的内孔,车起来困难,对刀具刚性要求很高。
这种研磨方法的生产效率比较的低,并且劳动强度比较大,特别是对一些较大件的如缸体样的内孔等的研磨尤其如此。所以,在进行成批量的生产过程中,一部分的产品已经被生产效率较高的镜面抛光机等其它的光整加工方法所代替。
常用的内孔加工方法有螺旋插补铣削、圆周插补铣削、插铣或Z轴铣削。其特点为:螺旋插补铣削:用铣刀斜向铣入工件毛坯或已加工出的预孔。然后在X/Y向圆周运动的同时沿Z轴螺旋向下铣削,以实现扩孔加工。
钣金焊接件打磨工艺流程?
1、具体譬如利用板材制作烟囱、铁桶、油箱油壶、通风管道、弯头大小头、天园地方、漏斗形等,主要工序是剪切、折弯扣边、弯曲成型、焊接、铆接等,需要一定几何知识。
2、具体譬如利用板材制作烟囱、铁桶、油箱油壶、通风管道、弯头大小头、天圆地方、漏斗形等,主要工序是剪切、折弯扣边、弯曲成型、焊接、铆接等,需要一定几何知识。
3、通常,钣金件工厂最重要的三个步骤是剪、冲/切、折。金属板材加工就叫钣金加工。
到此,以上就是小编对于简述磨削过程?的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏