本篇目录:
- 1、过程能力分析报告中的公差上限和公差下限是什么意思
- 2、过程能力指数的计算公式是什么?
- 3、过程能力分析的来龙去脉
- 4、Cpk——过程能力指数是怎么计算的?1.33和1.67等等从何而来.?
- 5、过程能力是什么,有哪些测定方法?
过程能力分析报告中的公差上限和公差下限是什么意思
1、上下公差限是:说明这个零件的实际尺寸要求比基准尺寸大,上公差仍是最大极限偏差,下公差仍是最小极限偏差。譬如:200 (+0.5/+0.2) 表示实际尺寸应该在 200.2~200.5 之间。
2、单边公差、双边公差也称为单向公差、双向公差,旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。取自其中9两级精度基准件公差,称为自由尺寸公差。所以说公差是一个使用范围很广的概念。
-图1")
3、过程能力一般是通过过程能力指数度量如下:(双侧规范)式中:公差,为公差上限,为公差下限,为质量特性值总体的标准差,为其估计值,国标GB/T4091-2001规定可由(参见或(参见控制图)估计。
4、是指最大极限尺寸和最小极限尺寸减基本尺寸所得的代数差,分别为上偏差和下偏差,统称极限偏差。
5、过程能力一般是通过过程能力指数度量如下:(双侧规范)式中:公差 , 为公差上限, 为公差下限,为质量特性值总体的标准差, 为其估计值,国标GB/T4091-2001规定可由 (参见 或 (参见 控制图)估计。
过程能力指数的计算公式是什么?
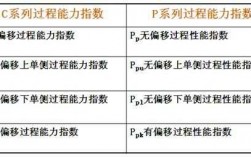
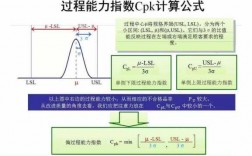
1、ppk计算公式是:PPK=min[(USL-μ)/(3σ),(μ-LSL)/(3σ)]。PPK(Process Performance Index)是一种衡量过程性能的指标,用于评估过程的稳定性和能力。
-图2")
2、过程能力指数cpk的计算方法:CPK= Min[ (USL- Mu)/3σ, (Mu - LSL)/3σ]。过程能力指数是指过程能力满足产品质量标准要求(规格范围等)的程度。
3、计算公式:CPK= Min[ (USL- Mu)/3σ,(Mu - LSL)/3σ]过程能力指数(Process capability index)表示过程能力满足技术标准(例如规格、公差)的程度,一般记为CPK。
4、过程能力指数CPK=CP*(1-K)过程能力CP=T/6σ T:公差带; σ:标准差,用EXCEL的STDEV公式计算。
5、cp指数的计算:Cp=T/(6*σ),其中T=允许最大值(Tu)-允许最小值(Tl);σ越小,其Cp值越大,则过程技术能力越好。Cp是指过程满足技术要求的能力,常用客户满意的偏差范围除以六倍的西格玛的结果来表示。
-图3")
过程能力分析的来龙去脉
过程能力分析是休哈特发明的。根据查阅资料显示,过程能力分析的控制图是由美国贝尔(Bell)通信研究所的休哈特博士发明,他在1924年提出了过程控制理论以及监控过程的工具——控制图。
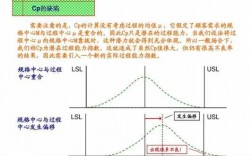
我们通常把6倍的标准差称为过程的能力。把过程能力与顾客的要求(即公差范围)去比较,称为过程能力指数。所以过程能力指数是表征过程满足顾客要求的能力的指标。
如果生产能力过低,必需采取措施加以改进。过程能力越高,稳定性越高,生产能力也强。过程能力的高低可以用标准差σ的大小来衡量。σ越小则过程越稳定,过程能力越强;σ越大过程越不稳定,过程能力越弱。
过程能力的意义:质量控制: 过程能力指数用于评估生产过程的稳定性和质量水平。如果Cpk足够高,说明过程能够稳定地生产合格产品,有助于降低不合格品的产生。
过程能力分析(process capability analysis):在产品生产周期内统计技术可用来协助制造前之开发活动、过程变异性之数量化、过程变异性相对於产品规格之分析及协助降低过程内变异性。
原因 进行过程能力分析,实质上就是通过系统地分析和研究来评定过程能力与指定需求的一致性。之所以要进行过程能力分析,有两个主要原因。
Cpk——过程能力指数是怎么计算的?1.33和1.67等等从何而来.?
cpk计算公式:CPK=Cp*(1-|Ca|)。
CPK值33和67表明,产品的精度和稳定性较高,质量较好。CPK值越高,表明产品的精度和稳定性越高,质量越好。CPK值33和67表明,产品的精度和稳定性较高,质量较好。
过程能力指数cpk的计算方法:CPK= Min[ (USL- Mu)/3σ, (Mu - LSL)/3σ]。过程能力指数是指过程能力满足产品质量标准要求(规格范围等)的程度。
cpk计算公式是:CPK=Cp*(1-|Ca|)。cpk解释:过程能力指数是指过程能力满足产品质量标准要求(规格范围等)的程度。也称工序能力指数,是指工序在一定时间里,处于控制状态(稳定状态)下的实际加工能力。
计算公式:CPK= Min[ (USL- Mu)/3σ,(Mu - LSL)/3σ]。
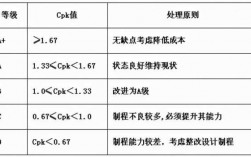
CPK来源于6西格玛管理(6σ),CPK值为0.60、367分别反映的是西格玛水平的5水平等级。在西格玛水平中,1代表能力过小,2代表能力不足,3代表能力尚可,4代表能力充足,6代表能力过剩。
过程能力是什么,有哪些测定方法?
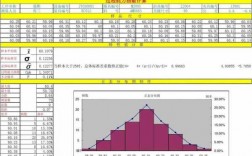
1、计算过程能力 对于过程能力的初步估计值,应使用历史数据,但应剔除与特殊原因有关的数据点;当正式研究过程能力时,应使用新的数据,最好是25个或更多时期子组,且所有的点都受统计控制。
2、过程能力是指产品某一特性的固有变异性,在过程处于稳态时加工质量方面的能力,它代表的是过程在一段时间内稳定运行的性能。
3、过程能力的作用它是过程能稳定地生产合格产品的能力,即满足产品质量要求的能力。
4、测定产品法:对产品质量特性进行测量分析。直接测定法:对过程使用的设备装置的质量特性直接用仪器测定数值,如检查设备是否达到精度要求。
到此,以上就是小编对于单侧公差 过程能力的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏