本篇目录:
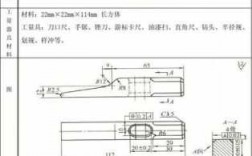
平面磨床如何加工此工件?
加工这个工件的困难,最主要是比较细长,在磁铁放开后容易反弹变形,加工时冷却一定要充分,进刀量要尽量小,行程速度均匀,另外原材料要经过去应力处理,这样内应力引起的变形会相对较小。
在对工件磨削时,可以使工件按照一定条件装夹在专用夹具上,在加工上午过程中,固定或不断改变位置进行磨削而获得所需的形状。通常用的磨削夹具有:精密平口钳、正弦磁力台、正弦分度夹具、万能夹具、旋转磁力台和中心孔夹板等。
-图1")
利用成形砂轮来磨削凸模,即是把砂轮修整成与工件型面完全吻合的反型面,然后再以此砂轮进行对工件磨削,使其获得所需的形状。
)翻面法修变形:即加工中对称去余量,不停翻面,使工件两面内应力相互抵消以达到消除变形,一般适用于余量多,变形不是太大的零件。2)敲击法修变形:当工件变形时用工具敲击使其内应力改变来控制变形的。
caxa生成平面轮廓的加工程序包括那些步骤
平面轮廓精加工是一种常见的数控加工方式,主要用于制造零件的外部和内部轮廓、孔洞和切割。它适用于二维零件的加工,通常在X和Y轴上进行移动,但有时也可以包括Z轴的控制,这时就属于5轴加工。
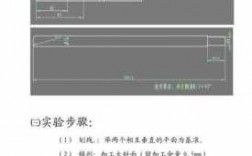
加工工艺分析 该零件比较简单,没有尺寸精度和表面粗糙度的要求。学生可以采取三爪自定心卡盘夹紧左端,直接按照零件图上的尺寸编写右端轮廓的数控程序,确定好切削用量之后,拟定数控加工工艺卡。
-图2")
拾取“加工仿真”,选择“连续”与合适的步长值,系统将完整地模拟从起步到加工结束之间的全过程。生成线切割加工程序 选择“生成3B代码”项,然后选取生成的加工轨迹,即可生成该轨迹的加工代码。
可为您提供线切割机床的自动编程工具,可使操作者以交互方式绘制需切割的图形,生成带有复杂形状轮廓的两轴线切割加工轨迹。CAXA线切割支持快走丝线切割机床,可输出3B、4B及ISO格式的线切割加工程序。
平面刮削一般要那4个步骤来进行刮削加工
粗刮:若工件表面比较粗糙、加工痕迹较深或表面严重生锈、不平或扭曲、刮削余量在0.005mm以上时,应先粗刮。粗刮的特点是采用长刮刀,行程教长(10mm~15mm之间),刀痕较宽(10mm),刮刀痕迹顺向,成片不重复。
刮削一般由钳工手持刮刀操作,有平面刮削和曲面刮削两种方法。刮刀一般用碳素工具钢或轴承钢制造,后端装有木柄,刀体部分淬硬到HRC60左右,刃口经过研磨,磨损后可进行复磨。
-图3")
先粗后精一个零件的切削加工过程,总是先进行粗加工,在进行半精加工,最后是精加工和光整加工。
所谓“刮研”,是刮削和研磨两个工序的结合。即平面刮削——研磨显示,再平面刮削——再研磨显示,如此往复,交替循环,不断运作。
到此,以上就是小编对于平面加工的过程包括的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏