本篇目录:
金属切削过程的三个要素是?
1、切削三要素是指切削速度、进给量和切削深度(背吃刀量)。切削是指用切削工具(包括刀具、磨具和磨料)把坯料或工件上多余的材料层切去成为切屑,使工件获得规定的几何形状、尺寸和表面质量的加工方法。
2、切削三要素(切削工具、工件和切削运动)的关系为:任何切削加工都必须具备3个基本条件:切削工具、工件和切削运动,三者联系紧密,缺一不可。切削工具应有刃口,其材质必须比工件坚硬。
-图1")
3、切削三要素包括:切削速度、进给量、切削深度。
详解数控切削工艺工序设计和编程步骤是什么?
1、数控编程的步骤有五步,分别是分析零件图、确定流程、数学处理、编写程序列表、程序验证和第一次切割 分析零件图。
2、(6)切削用量包括主轴转速(切削速度)切削深度/切削宽度(走刀量)等,根据刀具说明书和实际的经验,合理选择切削参数。普通车床的切削参数都是由操作人员根据实际生产经验在过程中灵活掌握。
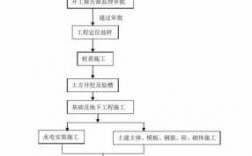
3、二.工序详细设计工件的定位与夹紧。工序划分(先大刀后小刀,先粗后精,先主后次,尽量“少换刀”)。刀具选择。确定使用什么加工方法,设置好切削参数。工艺文件编制工序卡(即程序单),走刀路线示意图。
-图2")
4、一般说来,数控机床程序编制的内容与步骤包括:分析工件同样、确定加工工艺过程、数值计算、编写零件的加工程序单、程序输入数控系统、校对加工程序和首件试加工。
5、分析图纸,确定好需要加工的工艺。合理的选择刀具,夹具安装好,按要求把刀具和夹具安装规定的位置,这个需要根据产品的需要调整。编入程序:根据图纸确定的加工工艺编入程序。根据所编入的程序对刀确认刀补数量。
6、零件程序是写在输入介质上的加工程序,也可以是为计算机准备的输入,经处理后得到加工程序。工件或者零件制造加工的步骤,采用机械加工的方法,直接改变毛坯的形状、尺寸和表面质量等,使其成为零件的过程称为机械加工工艺流程。
五金工件的切削工艺制造流程都有哪些?
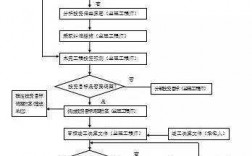
(一)五金加工的工作流程 进行产品加工的时候,首先要进行原材料的开料工作,在开料完成之后,可以操作机床进行下一步的锣切或者是CNC加工处理。
-图3")
加工工艺路线具有很大的不确定性,一种零部件或产品可以有多种工艺,生产过程所需机器设备和工装夹具种类繁多。
冲压加工:冲压选用事先制造好的模_用冲压机开展冷冲加工,关键开展钣金加工,即加工的素材内容大多数全是家具板材,加工的效果非常高合适批量生产。
精密五金加工属于是一项对于零配件的精密度要求非常高的生产工艺流程。在加工生产精密五金的过程中,必须要严格控制精密度,确保得到合格的五金件。
五金机械加工操作步骤有哪些全部职工在步入岗位前,检查自身服装是不是合乎工作标准。禁止穿凉拖、高跟鞋子及危害安全性的服饰,留长发的要戴安全头盔。
五金加工流程就是根据生产需要进行开料,开好以后有些比如小的配件生产就可以去冲床然后进行锣切或CNC加工处理,这在眼镜配件、汽车配件生产方面很多。
什么是切削三要素?
切削三要素是:切削速度、进给量、切削深度(背吃刀量)。切削是指用切削工具(包括刀具、磨具和磨料)把坯料或工件上多余的材料层切去成为切屑,使工件获得规定的几何形状、尺寸和表面质量的加工方法。
切削三要素包括:切削速度、进给量、切削深度。
切削用量是切削时各运动参数的总称,包括切削速度、进给量和背吃刀量(切削深度)。与某一工序的切削用量有密切关系的刀具寿命(见金属切削原理),通常分为该工序单件成本最低的经济寿命和最大生产率寿命两类。
三要素:切削速度、进给量和背吃刀量(切削深度)。
切削用量三要素:切削用量是指切削速度 v c 、进给量 f (或进给速度 v f )、背吃刀量 a p 三者的总称,也称为切削用量三要素。它是调整刀具与工件间相对运动速度和相对位置所需的工艺参数。
数控切削三要素是切削速度、进给量和切削深度。数控切削三要素是指影响数控加工过程中刀具切削效果的三个关键因素,它们分别是:切削速度(线速度、园周速度):切削速度是指刀具在加工过程中相对于工件的移动速度。
到此,以上就是小编对于切削三要素包括什么?之间的相互关系的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏